
Токарно винторезная обработка






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
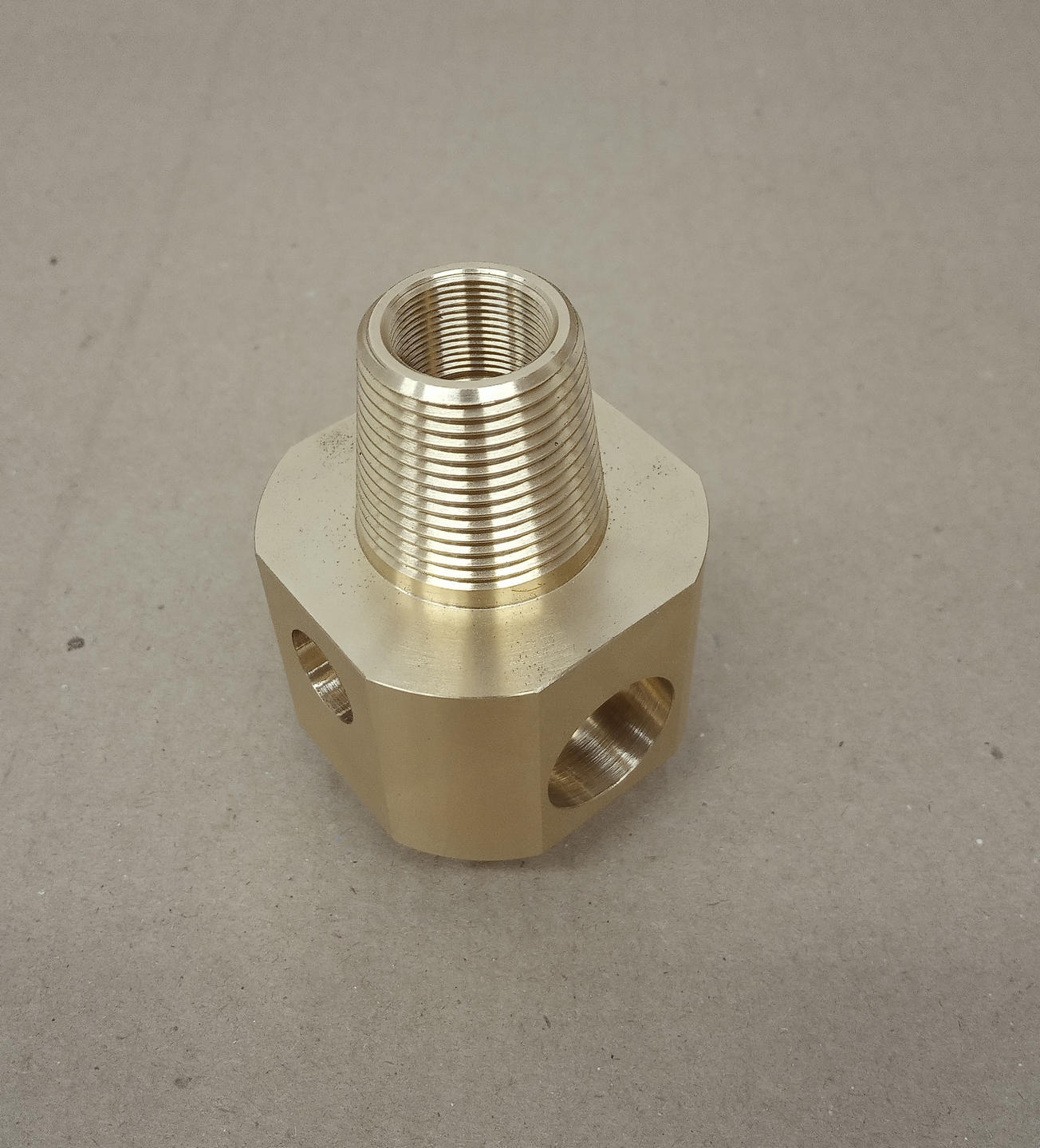
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Суть технологии
Токарно-винторезная обработка объединяет точение цилиндрических/конических поверхностей и формирование резьбового профиля на одном станке. Кинематика синхронизирует поступательную подачу резца с вращением шпинделя через коробку подач или ЧПУ-цикл, что гарантирует постоянный шаг и профиль резьбы. В одном установе формируются базовые торцы и посадочные пояски, затем выполняется резьбонарезание - так сохраняются соосность и перпендикулярность функциональных зон.
Операции и маршруты
Базовый маршрут включает: черновое точение с равномерным снятием припуска, подрезку торцов, доведение посадочных диаметров, подготовку заходных фасок и проточек под сбег резьбы, собственно резьбонарезание (наружное/внутреннее), финишные фаски и снятие заусенцев. На ЧПУ применяют циклы многопроходного формообразования профиля (например, G76/G92-аналоги) с контролируемой глубиной реза и коррекцией пружинения; на универсалах - коробка подач и сменные гитары для метрических, дюймовых, трубных и модульных шагов. Для длинномерных деталей - работа «между центрами» с люнетами; для тонкостенных - щадящее зажатие и минимальные вылеты инструмента.
Инструмент, кинематика и СОЖ
Используются твердосплавные пластины под конкретный профиль (60°, 55°, трапец, упорная и пр.), на чистовых - мелкозернистые сплавы с полированной передней поверхностью. Для вязких сплавов (медь, алюминий, нержавеющие) важны позитивная геометрия и тонкая смазочная пленка (эмульсия/MQL) для предотвращения налипания и задиров; для серых чугунов допустима «сухая» обработка с продувкой. Синхронизация подачи со шпинделем должна быть стабильной, без «подбрасываний» оборотов, иначе возникает шаговая погрешность и «рваный» профиль. Внутренние резьбы ведут короткими державками с демпфированием и эвакуацией стружки.
Точности и чистота
Поддерживаются классы точности и поля допусков по КД: шаг, средний диаметр, угол профиля, радиусы сопряжений. Для уплотнительных резьб контролируется шероховатость боковых граней и чистота заходной фаски; для силовых - профиль без подрезов и срывов вершины. Соосность резьбы с базовыми цилиндрами подтверждают индикатором в центрах или относительно посадочного пояска; перпендикулярность опорного торца - обязательный контроль.
Контроль качества
Применяются предельные калибры «проходит/не проходит», резьбовые микрометры, трехпроволочный метод для наружных резьб, нутромеры и индикаторы соосности, переносные шерохометры. В серийном производстве вводят SPC: проверка первых деталей, периодические выборки по среднему диаметру и шагу, хранение протоколов и эталонного образца.
Типичные риски и профилактика
- Задиры и заусенцы - устраняются острыми кромками, направленной смазкой, микроподачами на финальных проходах и правильной подготовкой фасок/проточек под сбег.
- Шаговая погрешность - предотвращается стабильной синхронизацией шпинделя и подачи, исключением рывков и корректной настройкой циклов.
- Несоосность - минимизируется выполнением критичных баз и резьбы в одном установе, строгим базированием и межоперационным контролем.
Преимущества работы с «Интех»
- Гарантированный профиль. Подбираем пластины/метчики под стандарт и материал, настраиваем циклы ЧПУ или кинематику универсала для точного шага и среднего диаметра.
- Соосность и геометрия. Формируем базовые пояски и резьбу в одном установе, фиксируем контрольные точки, исключая накопление погрешностей.
- Чистая боковая поверхность. Управляем стружкоотводом и охлаждением, чтобы получить требуемое Ra и исключить «смаз» кромок.
- Повторяемость серий. Карты наладки, сохраненные программы и трассировка инструмента обеспечивают стабильную геометрию партия к партии.
- Сроки под производство. Комбинируем операции, сокращая такт и обеспечивая предсказуемый календарь поставок.
Этапы сотрудничества
- Анализ КД: тип и класс резьбы, длина зацепления, поля допусков, требования к фаскам/сбегам, материал и термоистория.
- Проектирование технологии: выбор схемы базирования, инструмента, режимов, стратегии охлаждения и контроля.
- Пилотная деталь: верификация шага/среднего диаметра, корректировка коррекций и траекторий.
- Серийная обработка: SPC по критическим параметрам, маркировка и упаковка с защитой резьбовых зон.
- Итоговая приемка: комплект измерительных протоколов и рекомендации по входному контролю.
Итог
Токарно-винторезная обработка - это точная синхронизация кинематики, корректная геометрия инструмента и дисциплина контроля. «Интех» обеспечивает профиль, шаг, средний диаметр и соосность в заданных допусках, превращая резьбовые и гладкие поверхности в единый предсказуемый технологический цикл - от единичных изделий до стабильных серий.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ