
Токарная обработка стали






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
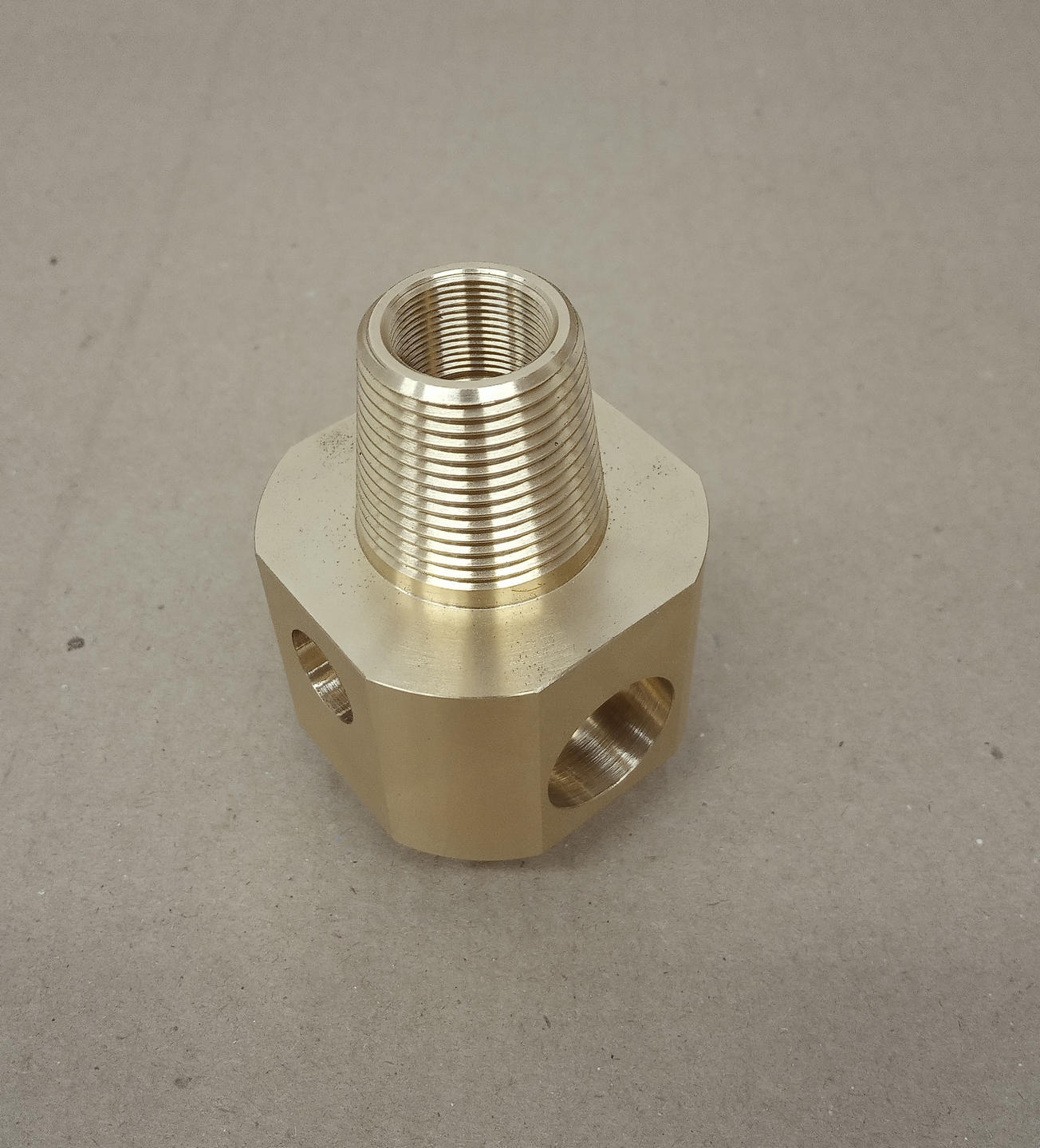
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Особенности материала
Стали различаются по содержанию углерода и легирующих добавок, что напрямую влияет на поведение при резании. Углеродистые и конструкционные обрабатываются предсказуемо, легированные и нержавеющие склонны к наклепу и «прихвату» стружки, инструментальные и закаленные требуют повышенной стойкости кромки. Для стабильной геометрии важны равномерный съем припуска, термостабилизация узла «станок-оснастка-деталь» и корректное базирование без избыточных усилий зажима.
Операции и маршруты
В одном установе выполняются черновое и чистовое точение наружных/внутренних цилиндров, подрезка торцов, фаски, канавки под уплотнения, точение конусов, сверление и растачивание, развертывание, нарезание метрических/трубных/трапецеидальных резьб. Маршрут выстраивают «от баз к сопряжениям»: сначала калибруют опорные поверхности, затем формируют посадочные пояски и резьбы, а глубокие отверстия и тонкостенные зоны обрабатывают с щадящими подачами и контролируемым стружкоотводом, чтобы не увести размер и не получить овальность.
Инструмент и режимы
На черновых применяют твердосплавные пластины с прочной кромкой и равномерной глубиной резания; на чистовых - мелкозернистый карбид с позитивной геометрией и малым радиусом вершины для снижения сил и вибраций. Для нержавеющих и жаропрочных сталей критична полированная передняя поверхность, стабильная смазочная пленка (эмульсия или MQL) и синхронная подача без пауз, иначе возникает наклеп и «зеркало». Вылет державки минимизируют, на длинномерных участках используют заднюю бабку и люнеты; для глубоких расточек - демпфирующие державки и ступенчатые режимы.
Точности и шероховатость
Типовые поля допусков: IT7-IT9 для базовых цилиндров, IT6-IT7 для посадок под подшипники и уплотнения. Шероховатость на функциональных поясках достигается до Ra 1,6-0,8 при устойчивой кинематике и корректной геометрии кромки. Контролируются овальность, конусность, прямолинейность образующей; по взаимному расположению - соосность наружных и внутренних поверхностей, биение относительно баз и перпендикулярность торцов.
Контроль качества
Измерения выполняют «в установке» и после стабилизации температуры детали: микрометры, нутромеры, калибры-пробки/скобы, индикаторы соосности, переносные шерохометры; для ответственных корпусов - координатный контроль. На сериях действует SPC: контроль первых деталей, регламент выборок по критическим размерам, хранение протоколов и эталонов.
Типичные риски и профилактика
- Вибрации и волнистость - лечатся сокращением вылета, антивибрационными державками, корректной траекторией и постоянной подачей.
- Наклеп и задиры на нержавейке - предотвращаются острыми кромками, смазкой и исключением «полирующих» проходов.
- Конусность от термодрейфа - устраняется равномерным съемом, направленной СОЖ и строгой очередностью переходов.
- Несоосность - исключается выполнением критичных зон в одном установе и точным базированием.
Преимущества работы с «Интех»
- Инжиниринг под марку стали. Подбираем пластины, покрытия, режимы и стратегию охлаждения под конкретный сплав и состояние заготовки.
- Стабильная частота и размер. Обеспечиваем требуемые IT и Ra благодаря жесткой оснастке, минимальным вылетам и «окнам» скоростей вне резонансов.
- Минимум установок. Комбинируем операции в одном цикле, снижая накопление погрешностей и ускоряя выпуск.
- Прозрачный контроль. Передаем протоколы измерений, карты наладки и сохраняем программы ЧПУ - воспроизводимость партии к партии подтверждена.
- Сроки под производство. Планируем загрузку станков и инструментов, чтобы выдерживать согласованный календарь поставок.
Этапы сотрудничества
- Анализ КД: допуски, зоны Ra, материал, термо история, требования к соосности/биению и резьбам.
- Проектирование технологии: выбор баз, оснастки, режимов резания и стратегии охлаждения/стружкоотвода.
- Пилотная деталь: проверка размеров и чистоты, корректировка коррекций и траекторий.
- Серийная обработка: SPC, межоперационный контроль, маркировка и упаковка.
- Итоговая приемка: комплект измерительных протоколов и рекомендации по входному контролю.
Итог
Токарная обработка стали - это управляемые силы резания, тепловой баланс и дисциплина измерений. «Интех» обеспечивает точные посадки, чистые поверхности и соосность функциональных зон для любых марок стали - от единичных прототипов до стабильного серийного производства.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ