
Токарная обработка нарезание резьбы






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
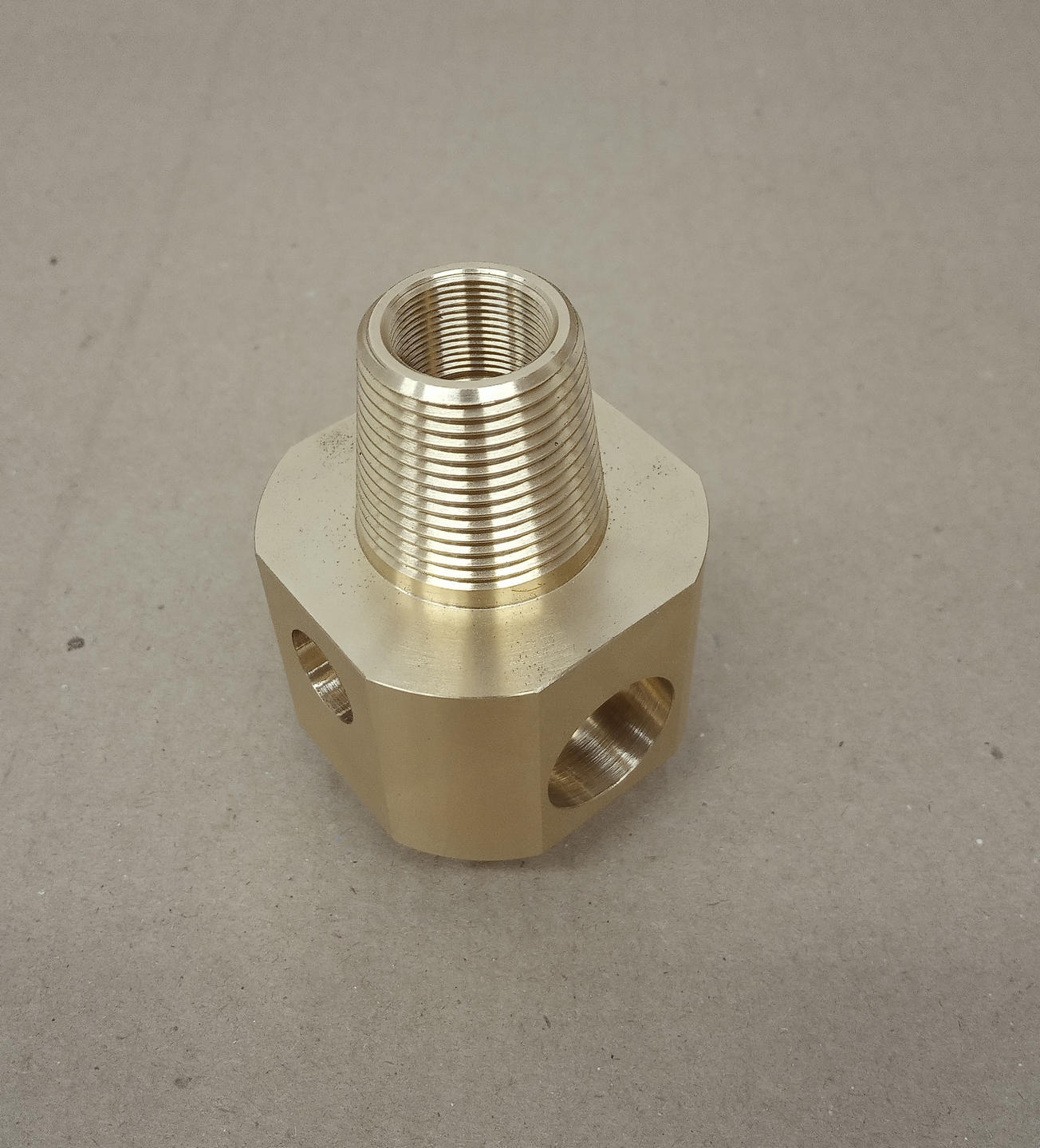
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Назначение и области применения
Резьба обеспечивает разборные соединения, фиксацию и герметизацию. На токарных центрах формируют наружные и внутренние резьбы метрические, дюймовые, трубные, конические, трапецеидальные, уплотнительные. Критичны параметры профиля, шаг, диаметр по среднему, соосность с базами и чистота заходной фаски - от них зависят несущая способность, момент затяжки и герметика узла.
Способы нарезания
- Резцом по циклам ЧПУ. Универсально для единичных и серий: стабильный шаг, контролируемая глубина, корректировка пружинения. Позволяет вести резьбу с разрывами, на уступах, по фасонным траекториям, применять многоходовые проходы (G76/G92 и аналоги).
- Метчики/плашки. Быстрый способ для стандартных профилей и небольших диаметров; высокие требования к соосности и смазке. На ЧПУ используют синхронное вращение шпинделя для точного шага.
- Комбинированные резьбонарезные головки. Повышают производительность при повторяемых размерах, обеспечивают стабильную геометрию кромок и ресурс.
Выбор метода зависит от профиля, материала, длины зацепления и требуемой точности.
Маршрут и технологические нюансы
Последовательность «от баз к сопряжениям»: выверка баз, подготовка калиброванных диаметров, снятие заходных фасок и проточек под сбег резьбы, затем нарезание и контроль. Для внутренних резьб минимизируют вылет расточного/резьбонарезного инструмента и настраивают эвакуацию стружки. При длинной резьбовой зоне применяют ступенчатое углубление и оптимизированный подъем резца для снижения нагрузки на кромку.
Инструмент, режимы и СОЖ
Твердосплавные пластины с корректным углом профиля и радиусом при вершине, положительной геометрией на вязких материалах и износостойкими покрытиями на абразивных. Для меди/алюминия - полированные кромки; для нержавеющих - устойчивые сплавы и смазка с противозадирными присадками; для чугуна - «сухо» либо направленная продувка. Важны синхронизация подачи со шпинделем, стабильная скорость резания, регулярный отвод стружки (особенно во внутренних каналах).
Точности и чистота
Поддерживаются классы точности резьбы по КД; для посадок с натягом и герметизацией контролируют средний диаметр и профиль в нескольких сечениях. Поверхностная чистота на боковых гранях - без задиров и «срыва» вершины; заходные фаски выполняются под заданным углом. Дополнительно контролируют соосность резьбы с цилиндрическими базами и перпендикулярность торца опорной площадки.
Контроль качества
Используются предельные калибры «проходит/не проходит», резьбовые микрометры, трехпроволочный метод для наружных резьб, нутромеры и индикаторы соосности. Фиксируются параметры шага, профиля, среднего диаметра, длины зацепления; для ответственных соединений - шероховатость боковых граней и состояние начала/сбега. В сериях внедряется SPC: контроль первых деталей, периодические выборки, хранение протоколов.
Типовые ошибки и профилактика
- Задиры и заусенцы - устраняются острыми кромками, корректной смазкой, микроподачами на чистовых проходах и обязательным снятием фасок.
- Срыв профиля при обратном ходе - лечится корректной стратегией выхода, уменьшением вылета и стабилизацией шпинделя.
- Несоосность - предотвращается нарезанием в одном установе после калибровки базовых цилиндров.
Преимущества работы с «Интех»
- Гарантированный профиль. Подбираем пластины/метчики под конкретный стандарт и материал, настраиваем циклы ЧПУ для стабильного шага и глубины.
- Чистая резьбовая поверхность. Используем целевую СОЖ/MQL, контролируем эвакуацию стружки и тепловой режим - без задиров и «замятия» кромок.
- Соосность подтвержденно. Резьбы формируем в одной базе с наружными/внутренними цилиндрами, фиксируем контрольные точки и передаем протоколы измерений.
- Повторяемость серий. Карты наладки, сохраненные программы и трассировка инструмента обеспечивают одинаковую геометрию партии к партии.
- Сроки под производство. Оптимизация такта (комбинирование операций, минимизация переналадок) дает предсказуемый календарь поставок.
Этапы взаимодействия
- Анализ КД: стандарт резьбы, поле допуска, длина зацепления, требования к фаскам/сбегам, материал и термоистория.
- Проектирование технологии: выбор метода нарезания, инструмента, режимов, стратегии охлаждения и контроля.
- Пилотная деталь: проверка профиля и среднего диаметра, корректировка коррекций и траекторий.
- Серийная обработка: SPC, межоперационные проверки, маркировка и защитная упаковка резьбовых зон.
- Итоговая приемка: комплект измерительных протоколов и рекомендации по входному контролю.
Итог
Токарное нарезание резьбы - это точная синхронизация, корректная геометрия инструмента и дисциплина охлаждения. «Интех» обеспечивает профиль, шаг, средний диаметр и соосность в заданных допусках, делая резьбовые соединения предсказуемыми по усилию затяжки, ресурсу и герметичности - от единичных деталей до стабильных серий.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ