
Токарная обработка меди






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
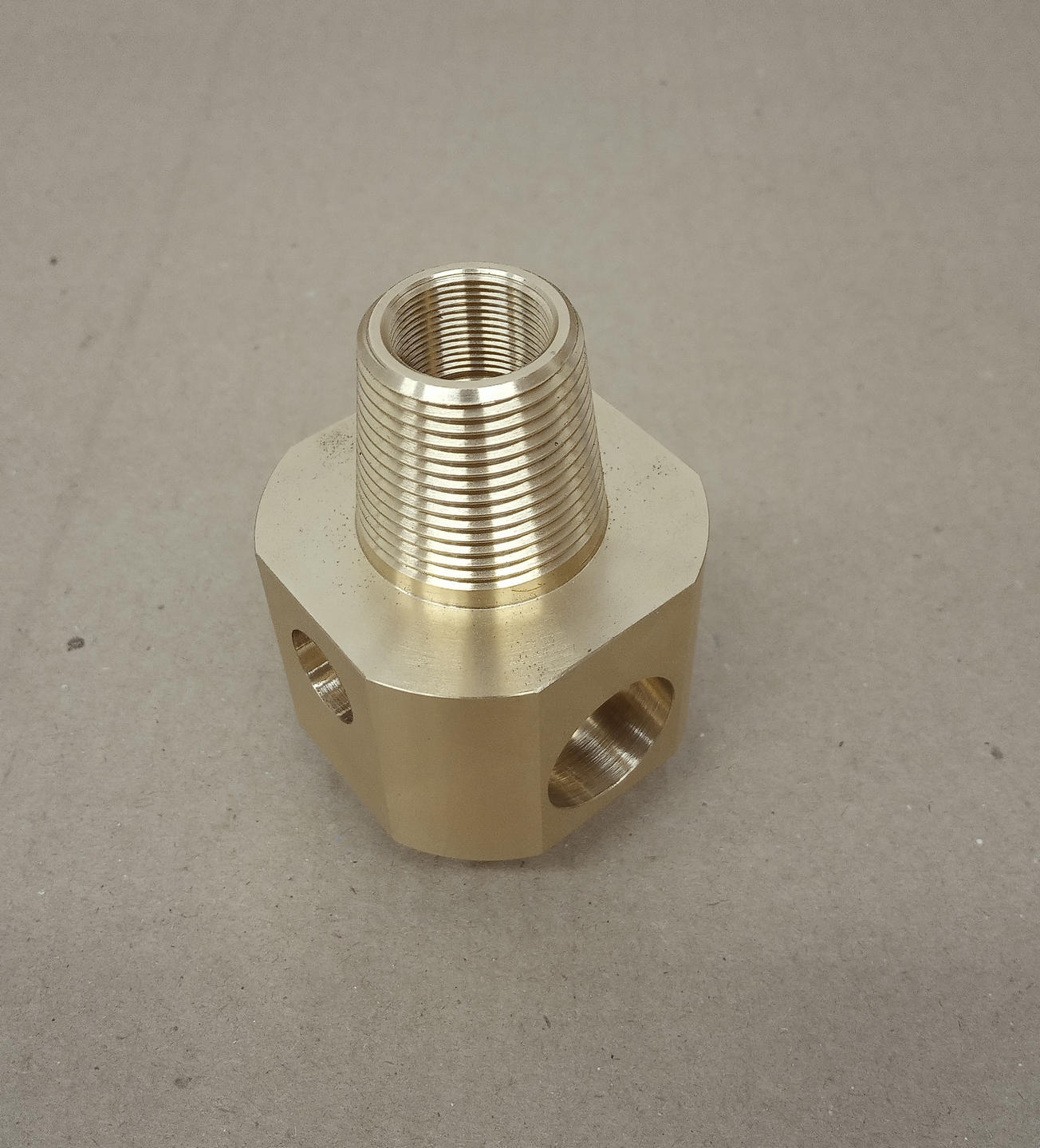
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Особенности материала
Медь - вязкий, пластичный и теплопроводный металл со склонностью к налипанию стружки и «замятию» кромок. При недостаточной остроте инструмента поверхность быстро «смазывается», появляется заусенец и волнистость. Высокая теплопроводность отводит тепло от зоны резания, но при неправильных режимах вызывает наклеп и дрейф размера. Поэтому ключевы стабильная подача, острые кромки и контролируемое охлаждение.
Технология и операции
На токарных центрах выполняют черновое и чистовое точение наружных и внутренних цилиндров, подрезку торцов, фаски, канавки под уплотнения, точение конусов, сверление и растачивание отверстий, нарезание метрических/трубных резьб, тонкую доводку посадочных поясков. Последовательность строят «от баз к сопряжениям»: сначала калибруют базовые цилиндры и торцы, затем формируют функциональные зоны и, в финале, - отверстия и резьбы для сохранения соосности. Тонкостенные детали обрабатывают щадяще, минимизируя радиальные усилия и вылет инструмента.
Инструмент и режимы
Лучше всего работают твердосплавные пластины мелкозернистых марок или полированные Р6М5-резцы с позитивной геометрией и малым радиусом при вершине. Обязательна высокая острота кромки и низкий коэффициент трения передней поверхности, чтобы исключить налипание и задиры. Скорости резания - средние и повышенные, подачи - стабильные, без пауз; глубина резания равномерная, без «лизания». Для чистовых проходов применяют микроподачи и направленную подачу СОЖ или MQL: тонкая смазочная пленка снижает адгезию стружки и улучшает Ra.
Шероховатость и допуски
На посадочных поясках и уплотнительных зонах достигается Ra 1,6-0,8, при специальной геометрии кромки - ниже. Типичные поля допусков по диаметрам - IT7-IT9, локально IT6 для ответственных посадок. Контролируются овальность, конусность и соосность наружных и внутренних поверхностей; для тонких стенок дополнительно следят за упругим возвратом после снятия нагрузки, корректируя чистовой размер.
Контроль качества
Измерения выполняют в установе: микрометры, нутромеры, индикаторы соосности, калибры-пробки/скобы, шерохометры. Визуально проверяют кромки на заусенцы и «смаз». Для серий вводят SPC: контроль первых деталей, выборочный мониторинг критических размеров и Ra с протоколированием, хранение эталонной детали и карт наладки.
Типичные проблемы и профилактика
- Налипание стружки и задиры. Решение: острые полированные кромки, позитивная геометрия, направленная смазка/охлаждение, верный угол резания.
- Волнистость из-за вибраций. Минимальный вылет державки, антивибрационные решения, стабильная подача, равномерная глубина съема.
- Наклеп и дрейф размера. Исключить полирующие режимы, избегать «пустых» проходов, соблюдать тепловую стабилизацию узла.
Когда целесообразно
Токарная обработка меди эффективна для электротехнических и гидравлических компонентов: штуцеров, втулок, колец, контактных поясков, корпусов переходников, элементов теплоотвода. Важна чистота поверхностей, геометрическая точность и повторяемость размеров на сериях.
Преимущества работы с «Интех»
- Чистая поверхность без задиров. Используем острые полированные инструменты, позитивную геометрию и корректные подачи, чтобы гарантировать стабильное Ra.
- Соосность и допуски подтвержденно. Критичные зоны выполняем в одном установе, согласуем достижимые IT/Ra и фиксируем точки контроля.
- Режимы под материал. Индивидуально подбираем скорости, подачи, стратегию СОЖ/MQL для конкретной марки меди и ее состояния.
- Документированная повторяемость. Карты наладки, сохраненные программы ЧПУ и протоколы измерений обеспечивают воспроизводимость партий.
- Сроки под производство. Планирование инструмента и загрузки оборудования дает предсказуемый такт и стабильные поставки.
Этапы сотрудничества
- Анализ КД и условий эксплуатации: поля допусков, зоны Ra, материал и термоистория, требования к резьбам/уплотнениям.
- Проектирование технологии: выбор баз, припусков, инструмента, режимов и стратегии охлаждения.
- Пилотная деталь: проверка размеров и чистоты, корректировка коррекций.
- Серийная обработка: SPC, межоперационный контроль, маркировка и упаковка с защитой кромок.
- Итоговая приемка: передача измерительных протоколов и трассировки партии.
Итог
Токарная обработка меди требует острого режущего клина, управляемой адгезии и стабильного теплового режима. «Интех» обеспечивает ровную образующую, требуемые допуски и чистоту без лишних доводок - от единичных образцов до серийного выпуска электротехнических и прецизионных медных деталей.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ