
Токарная обработка колес






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
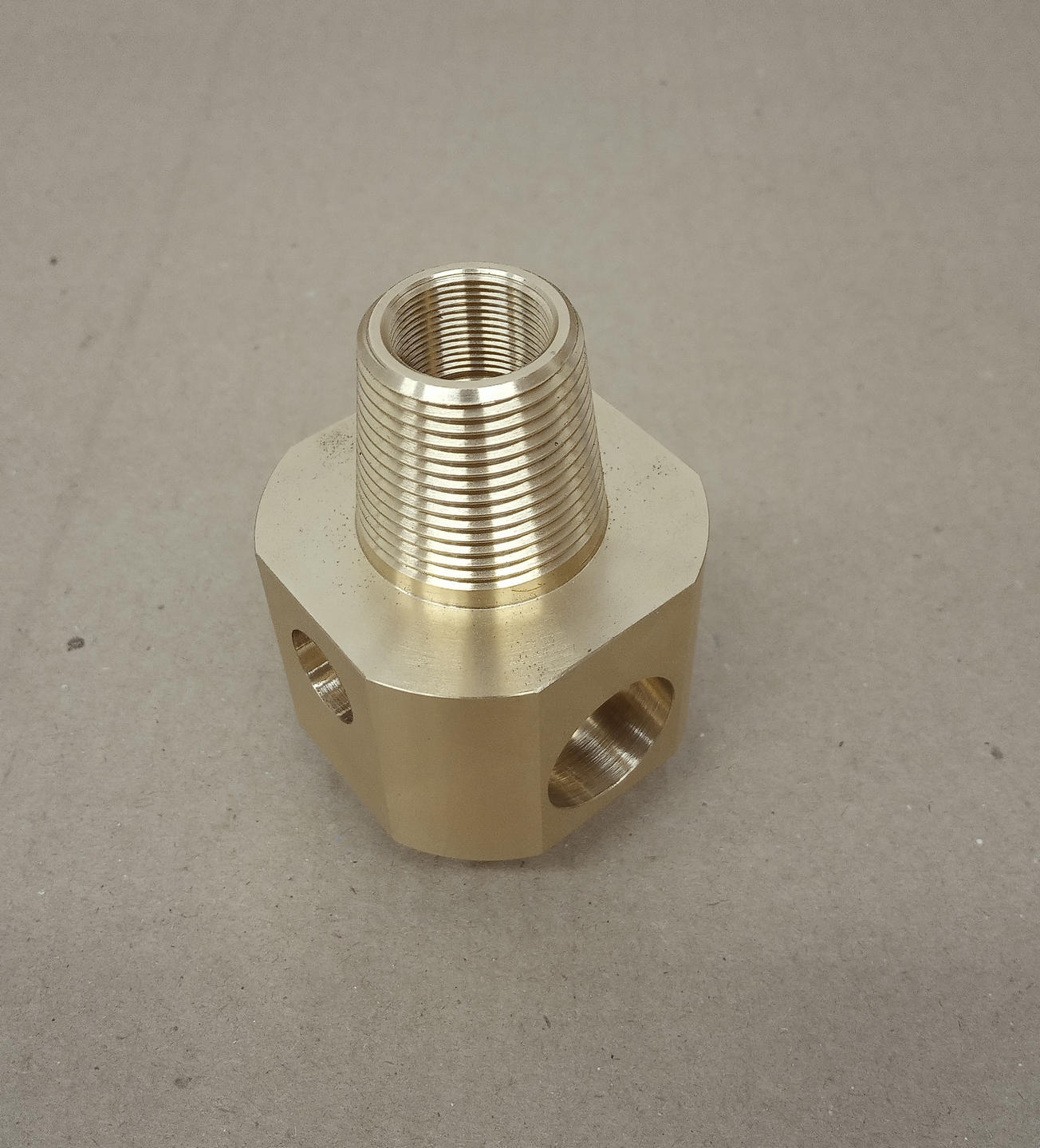
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Назначение и специфика
Колеса применяются в транспортных узлах, роликовых опорах, приводах, конвейерной и подъемной технике. Для них критичны профиль беговой дорожки, геометрия бурта/ребра, точность ступицы и соосность отверстия с наружными базами. От этих параметров зависят плавность качения, ресурс подшипников, вибрации и безопасность узла. На токарных центрах в один установ формируют цилиндры, конусы, торцы, буртики, фаски и посадки под подшипники/шпонки.
Технология и операции
Типовой маршрут: калибровка базового торца и наружного диаметра; точение беговой дорожки с заданной конусностью/радиусами сопряжений; обработка бурта (переходного радиуса, высоты, уклонов); растачивание ступицы и доведение посадки под подшипник; формирование фасок, проточек под стопорные кольца, канавок под уплотнения; при необходимости - сверление/зенкование крепежного ряда и резьбонарезание. Объединение переходов в одном цикле удерживает соосность посадок и беговой поверхности, минимизируя суммарную погрешность.
Оснастка и устойчивость резания
Колеса часто массивны или, наоборот, тонкостенны по диску. Используются мягкие кулачки «по месту», центровка по предварительно калиброванным базам, опорные планшайбы и проставки, исключают коробление. Для длинной ступицы - поддержка задней бабкой или люнетом. Вылет инструмента минимизируют; на чистовых - антивибрационные державки и стабильные подачи без пауз, чтобы не получить «ребрение» и конусность дорожки.
Инструмент, режимы и СОЖ
На черновых - твердосплавные пластины с прочной кромкой и равномерной глубиной резания; на чистовых - мелкозернистый карбид с позитивной геометрией и малым радиусом вершины, обеспечивающий требуемое Ra на беговой дорожке и посадках. Для нержавеющих/цветных сплавов применяют полированные кромки и направленную смазку (эмульсия/MQL); для серых чугунов возможна «сухая» обработка с продувкой. Критична корректная геометрия стружколома, особенно при торцовке диска и обработке бурта.
Точности и чистота
По посадкам под подшипники поддерживают IT6-IT8, по беговой дорожке - профиль с контролем конусности/радиусов переходов и отклонения образующей в пределах требований КД. Шероховатость дорожки и опорных торцов - до Ra1,6-0,8; биение беговой поверхности относительно ступицы и перпендикулярность опорного торца - обязательные параметры. Для колес, работающих на высокой скорости, дополнительно контролируют масс-симметрию (под балансировку).
Контроль качества
Измеряются диаметр и овальность дорожки, высота/уклоны бурта, радиусы сопряжений, толщина диска, диаметр и соосность ступицы, перпендикулярность торцов, шероховатость. Применяются микрометры большого диапазона, индикаторы на призмах/в центрах, нутромеры, шаблоны профиля, переносные шерохометры; при необходимости - координатные измерения и протокол балансировки. В сериях действует SPC: контроль первых деталей, выборки по критическим параметрам, хранение отчетов.
Типичные риски и профилактика
- Конусность/волнистость дорожки - устраняется стабилизацией подачи, сокращением вылета и верной последовательностью чистовых.
- Несоосность ступицы и дорожки - предотвращается выполнением критичных зон в одном установе.
- Коробление тонкого диска - распределенный зажим, симметричный съем припуска и термостабилизация узла.
- Задиры кромок бурта - острые полированные кромки, корректный стружколом и целевая СОЖ.
Преимущества работы с «Интех»
- Геометрия беговой дорожки подтвержденно. Настраиваем траектории и инструмент для стабильного профиля и Ra на рабочих поверхностях.
- Соосность посадок. Обрабатываем ступицу, дорожку и торцы в одном цикле - биение и перпендикулярность в пределах согласованных допусков.
- Меньше установок - выше точность. Комбинируем наружные/внутренние операции, пазы, фаски и резьбы, снижая накопление погрешностей и такт изготовления.
- Прозрачный контроль. Передаем протоколы измерений и при необходимости отчеты балансировки; сохраняем программы ЧПУ и карты наладки для повторяемости.
- Сроки под производство. Планирование загрузки станков и логистики инструмента обеспечивает предсказуемый календарь поставок - от опытных до серий.
Этапы сотрудничества
- Анализ КД: профиль дорожки/бурта, поля допусков, зоны Ra, материал и термоистория.
- Проектирование технологии: выбор схемы базирования и зажима, инструментов, режимов, стратегии охлаждения и контроля.
- Пилотная деталь: верификация профиля и посадок, корректировка коррекций и траекторий.
- Серийная обработка: SPC по критическим параметрам, маркировка, упаковка с защитой кромок.
- Итоговая приемка: полный пакет измерительных протоколов и, при необходимости, данные балансировки.
Итог
Токарная обработка колес - это дисциплина профиля и соосности. «Интех» обеспечивает точную беговую дорожку, геометрию бурта и стабильные посадки ступицы, превращая критичные колесные поверхности в воспроизводимую операцию - от единичных изделий до стабильных серий.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ