
Токарная обработка фланцев






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
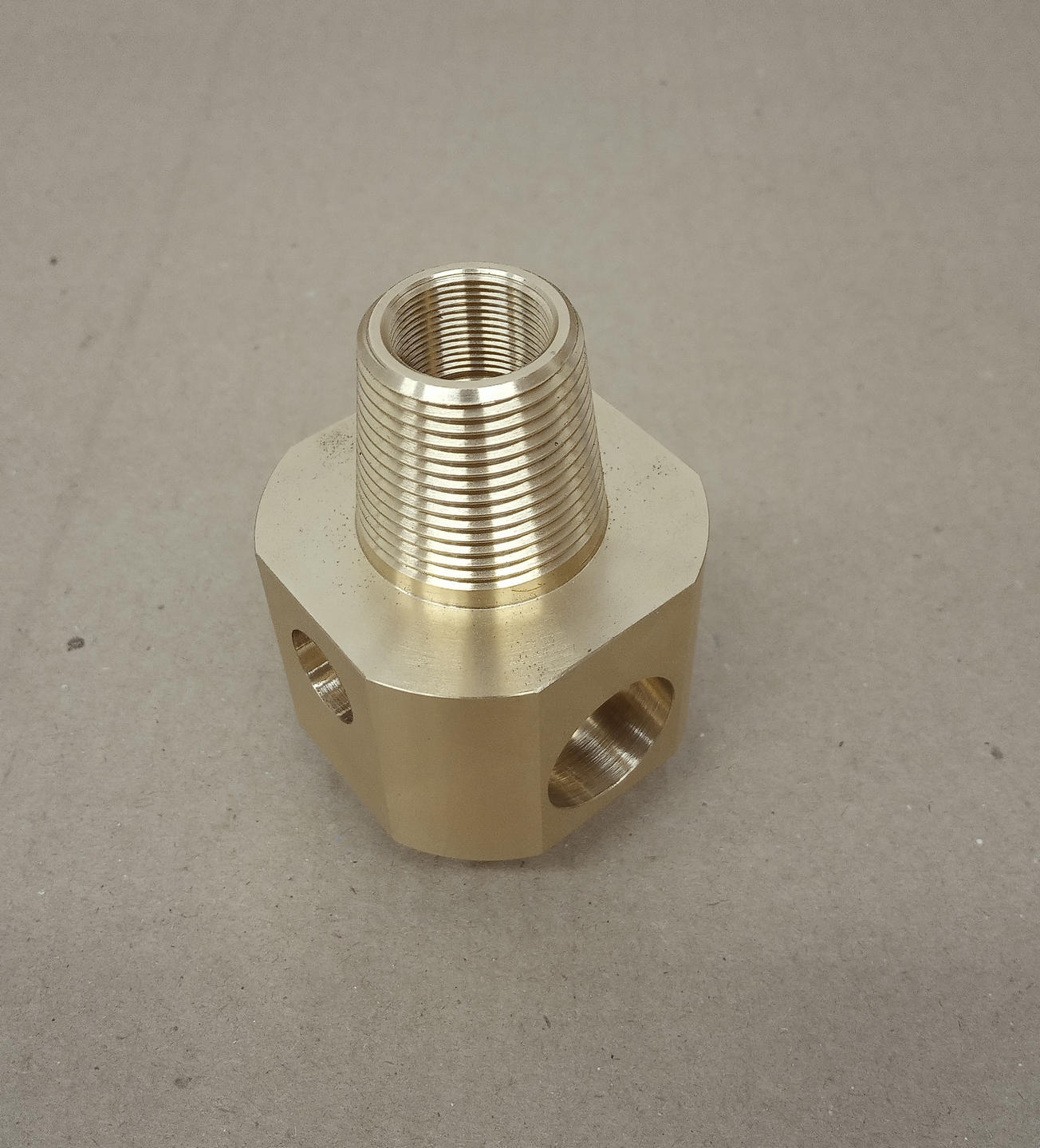
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Назначение и специфика
Фланцы - базовые элементы трубопроводной арматуры и корпусной оснастки. Для них критичны плоскостность и перпендикулярность торцов, точность посадочных диаметров, соосность отверстий и требуемая чистота уплотнительных поверхностей. В зависимости от стандарта выполняются гладкие, выступ-впадина, шип-паз, а также кольцевые седла под металлические прокладки и концентрическая «фоно»-насечка для мягких уплотнений.
Технология и операции
Маршрут строят «от баз к сопряжениям». В одном установе выполняют:
- торцовку базовой плоскости и калибровку посадочного цилиндра;
- точение бурта/ступицы, формирование фасок и радиусов;
- обработку уплотнительной зоны: гладкой, ступенчатой, RTJ-седла или площадки с концентрической насечкой;
- растачивание/доводку центрального отверстия, подготовку проточек под сбеги, канавок под стопорные кольца;
- нарезание резьб (при наличии) и окончательное снятие фасок.
Комбинация переходов в одном цикле снижает накопление погрешностей и сохраняет соосность уплотнительной зоны с посадками.
Оснастка и базирование
Для предсказуемой геометрии применяют мягкие кулачки «по месту», планшайбы с индивидуальными прихватами, прецизионные призмы и упоры. Тонкие фланцы зажимают через распределительные проставки, чтобы избежать коробления; длинную ступицу поддерживают задней бабкой или люнетом. Перед запуском выверяют биение, балансируют заготовку, распределяют припуск.
Инструмент, режимы и стружкоотвод
На черновых - прочные твердосплавные пластины с равномерной глубиной резания; на чистовых - мелкозернистый карбид с позитивной геометрией и малым радиусом вершины для снижения сил и риска «зеркала». Для нержавеющих и медных сплавов - полированные кромки и направленная смазка (эмульсия/MQL); для серых чугунов допустимо «сухо» с продувкой. Насечку выполняют контролируемым шагом траектории по ЧПУ; для RTJ-седел - профильными резцами с подтверждением угла и радиусов сопряжений. Эвакуация стружки обязательна у центра торца и в канавках.
Точности и шероховатость
Типичные поля допусков: IT7-IT9 по посадочным цилиндрам, локально IT6 для ответственных посадок. Для уплотнительных плоскостей достигают Ra1,6-0,8; для фоно-насечки - заданная глубина/шаг, обеспечивающие герметизацию под прокладку. Перпендикулярность торца к оси посадочного цилиндра подтверждается индикатором; соосность центрального отверстия - относительно наружной базы.
Контроль качества
Контролируются: диаметр и овальность посадок, плоскостность и перпендикулярность торца, биение уплотнительной площадки, профиль и параметры насечки/канавок, геометрия RTJ-седла, шероховатость. Используются микрометры, нутромеры, индикаторы, шаблоны профиля, предельные калибры, переносные шерохометры; при необходимости - координатные измерения. В сериях внедряется SPC: контроль первых деталей, периодические выборки и протоколы.
Типичные риски и профилактика
- Коробление тонких дисков - исключается распределенным зажимом и равномерным съемом припуска.
- «Зеркало» на уплотнении - лечится корректной геометрией кромки, стабильной подачей и охлаждением.
- Срыв профиля канавок/седла - предотвращается профильным инструментом и подтверждением размеров в контрольных сечениях.
- Несоосность - минимизируется выполнением критичных зон в одном установе.
Преимущества работы с «Интех»
- Геометрия без компромиссов. Проектируем схему базирования под конкретный тип фланца, удерживаем перпендикулярность и соосность уплотнений и посадок.
- Чистота уплотнительных поверхностей. Настраиваем траектории и инструмент под гладкие, шип-паз, выступ-впадину и RTJ; обеспечиваем требуемое Ra и параметры насечки.
- Меньше установок - выше точность. Комбинируем торцовку, точение бурта, расточку и канавки в одном цикле, сокращая такт и погрешности.
- Документированный контроль. Передаем протоколы измерений, карты наладки и сохраняем программы ЧПУ - воспроизводимость партии к партии.
- Сроки под производство. Планирование загрузки станков и инструмента обеспечивает предсказуемый календарь поставок.
Этапы сотрудничества
- Анализ КД: стандарты уплотнений, поля допусков, зоны Ra, материал и термоистория.
- Проектирование технологии: выбор баз, оснастки, режимов резания и стратегии охлаждения/стружкоотвода.
- Пилотная деталь: проверка критических размеров и профиля уплотнений, корректировка коррекций.
- Серийная обработка: SPC, межоперационный контроль, маркировка и упаковка с защитой кромок.
- Итоговая приемка: комплект измерительных протоколов и рекомендации по входному контролю.
Итог
Токарная обработка фланцев - это дисциплина торцов и уплотнений: жесткое базирование, чистые траектории и контроль профиля. «Интех» обеспечивает плоскостность, соосность и герметичную уплотнительную геометрию - от единичных фланцев до стабильных серий для трубопроводной арматуры и машиностроения.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ