
Токарная обработка длинных валов






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
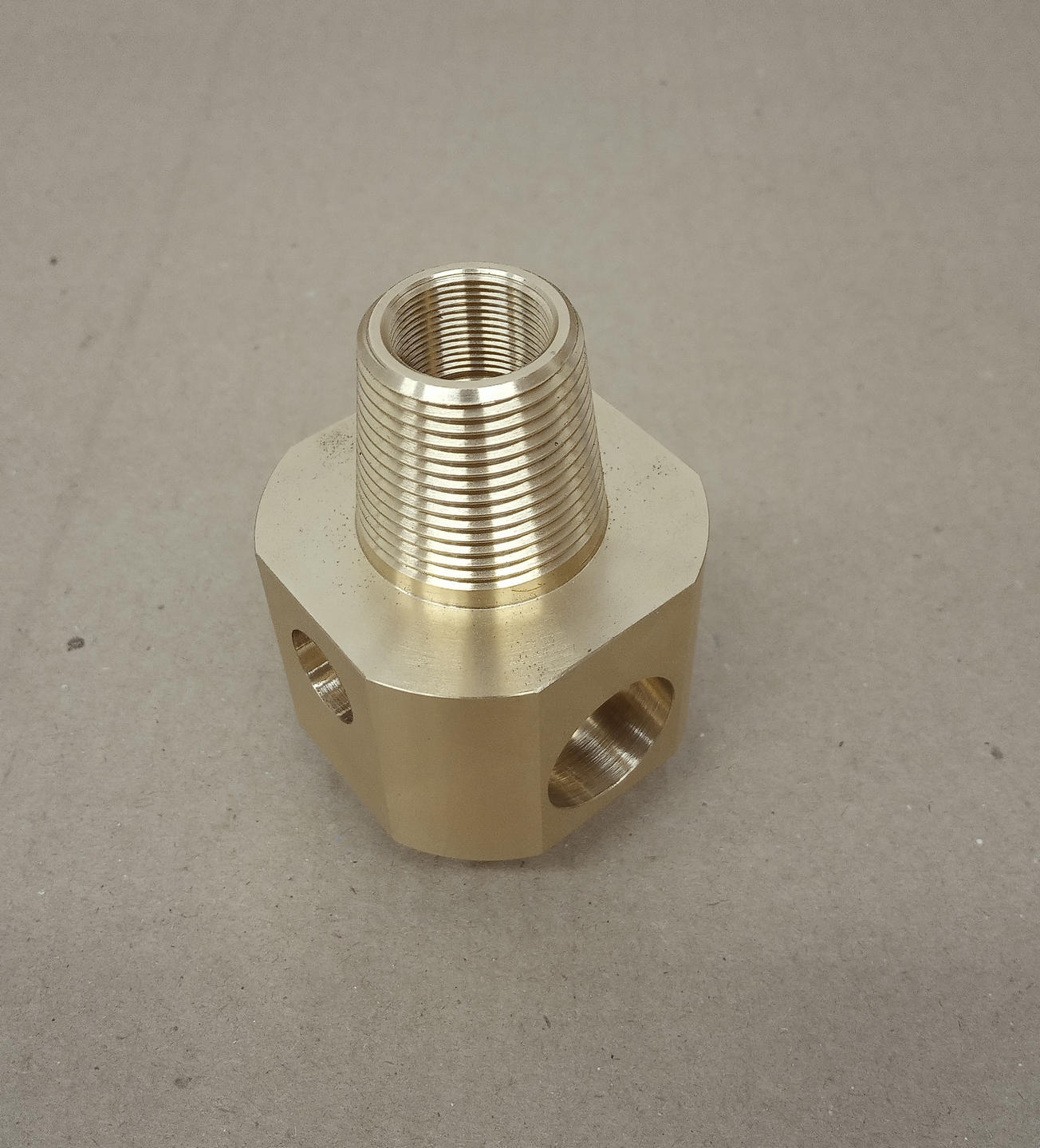
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Особенности технологии
Длинные валы обрабатываются «между центрами» или в патроне с упором в заднюю бабку. Главные вызовы - прогиб, биение и вибрации на участках с большим отношением длины к диаметру (L/D). Чтобы сохранить соосность и посадочные размеры, используют опоры (подвижные и неподвижные люнеты), правильно подбирают базирование и распределяют припуск: сначала снимают неравномерности черновыми проходами, затем доводят опоры и посадки чистовыми резцами с малой подачей и оптимальной геометрией. Верная последовательность переходов минимизирует «ведущие» погрешности на тонких шейках и уступах.
Контроль устойчивости резания
При L/D>8 возрастает риск «хлыста» и самовозбуждаемых колебаний. Применяются:
- задняя бабка с вращающимся центром, демпфирующие люнеты;
- антивибрационные державки и ограничение вылета инструмента;
- ступенчатый съем припуска, чередование скоростей резания и подач;
- стабильное охлаждение/смазка (эмульсия или MQL), исключение локального перегрева;
- предварительное выверение биения заготовки, контроль температурной стабилизации станка.
Операции и допуски
В одном установе выполняют черновое и чистовое точение опорных шеек, подрезку торцов, фаски, канавки под стопорные кольца, точение конусов, нарезание резьбы, сверление/растачивание осевого отверстия (если требуется). Для посадок под подшипники достигаются допуски в полях IT6-IT8, соосность шеек обеспечивается по центрам; шероховатость опор - до Ra 0,8-1,6 при корректной геометрии пластины и чистовых режимах. Тонкостенные участки обрабатывают щадяще: малые подачи, острый позитивный угол резания, микрокоронка на кромке для снижения заусенца.
Материалы и подготовка заготовки
Обрабатываются конструкционные, легированные и нержавеющие стали, чугун, алюминиевые и титановые сплавы. Важно знать состояние заготовки: после ковки/прокатки, нормализации, улучшения или ТВЧ. Равномерный припуск и прямая геометрия перед запуском экономят до 20-30% времени цикла: предварительное выправление, снятие «бочкообразности» и устранение овализации заметно повышают повторяемость.
Измерения и контроль качества
Ключевые параметры - диаметр и овальность шеек, конусность, биение относительно баз, параллельность торцов, ширина и радиусы канавок, сопряжения ступеней. Контроль выполняется микрометрами и индикаторами в центрах и на призмах, калибрами-скобами/пробками, шерохометрами; для длинных изделий дополнительно фиксируют прогиб в свободном состоянии и после термообработки. В сериях применяется статистический контроль стабильности (SPC) по критическим размерам.
Преимущества работы с «Интех»
- Жесткая установочная схема. Оптимизируем базирование: задняя бабка + один/два люнета на проблемных участках, индивидуальные башмаки под диаметр, корректировка усилий при прогреве станка.
- Управление вибрациями. Используем антивибрационные державки, укороченные вылеты и «окна» скоростей резания, чтобы уйти от критических частот, - это дает стабильную чистоту поверхности на тонких шеках.
- Минимум установок. Комбинируем точение, резьбонарезание и растачивание в одном цикле, снижая накопление погрешностей и время производства.
- Подтверждаемость допусков. До запуска согласуем достижимые IT/Ra и точки контроля; по партии передаем протоколы измерений и трассировку инструмента.
- Повторяемость серий. Храним программы ЧПУ, карты наладки и значения коррекций - при повторном заказе геометрия воспроизводится без «поиска режимов».
Этапы сотрудничества
- Анализ КД и условий эксплуатации: посадки, допуски, требования по биению/соосности, материал и термоистория.
- Проектирование технологии: выбор баз, припусков, мест установки люнетов, режимов резания и СОЖ, модель компенсации прогиба.
- Опытный образец: проверка критических размеров в установе, корректировка траекторий, согласование отчета контроля.
- Серийная обработка: межоперационные измерения, SPC по ключевым параметрам, маркировка и упаковка.
- Итоговая приемка: визуальный контроль, шероховатость, биение, комплект документов.
Что важно предоставить заказчику
Полные чертежи с допусками и доп. требованиями (биение по базам, Ra по зонам), сведения о заготовке (тип, состояние, остаточные напряжения), информацию о балансировке и допустимых перегревах, а также данные о последующих операциях (шлифование, напыление, ТВЧ). Чем точнее исходные данные, тем короче цикл и прогнозируемее результат.
Вывод
Токарная обработка длинных валов - это контроль жесткости системы, последовательности снятия припуска и колебаний. «Интех» обеспечивает устойчивое резание на больших L/D, точные посадки и стабильную шероховатость за счет продуманной оснастки, верифицированных режимов и дисциплины контроля - от пилотной детали до стабильной серии.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ