
Токарная обработка бронзы






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
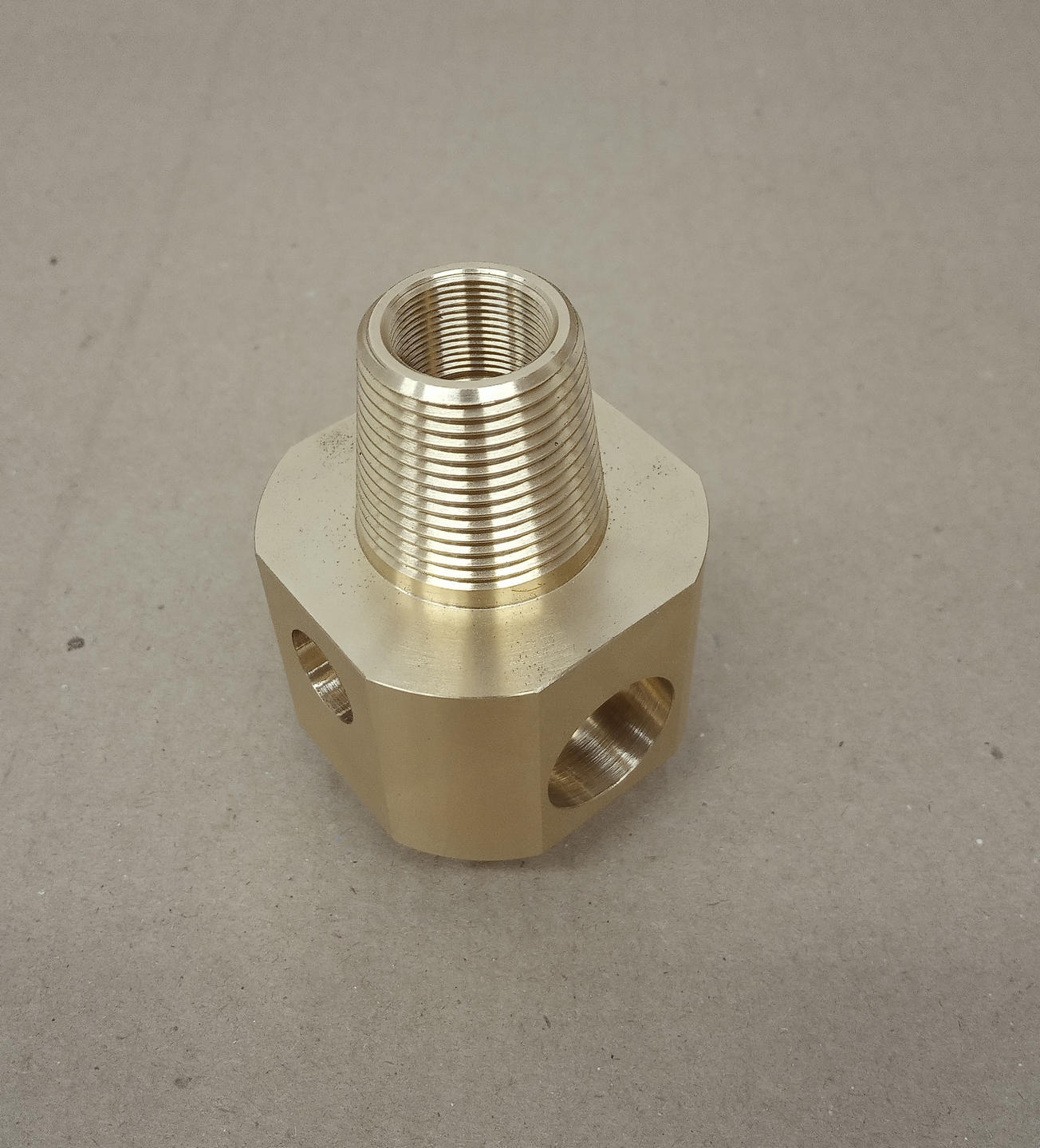
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Особенности материала
Бронза - группа медных сплавов с оловом, алюминием, кремнием и др. легирующими добавками. Материал сочетает хорошую обрабатываемость, демпфирование вибраций и стойкость к задиру, при этом склонен к образованию короткой ломаной стружки или, наоборот, к налипанию - в зависимости от марки. Для подшипниковых и уплотнительных зон важны чистые кромки без «размазывания» и контролируемая шероховатость; перегрев приводит к потере геометрии на тонких стенках.
Технология и операции
На токарных центрах выполняют черновое и чистовое точение наружных/внутренних цилиндров, подрезку торцов, фаски, канавки под уплотнения, точение конусов, сверление, растачивание и развертывание отверстий, нарезание метрических/трубных резьб. Маршрут строится «от баз к сопряжениям»: стабилизируют базовые поверхности, затем формируют посадочные пояски и резьбовые участки. Для тонкостенных деталей уменьшают усилие зажима, применяют щадящие подачи и минимальный вылет инструмента, чтобы не допустить овальности и «вытяжки» отверстий.
Инструмент и режимы
Лучший результат дают твердосплавные пластины мелкозернистых марок с полированной передней поверхностью и позитивной геометрией на чистовых проходах. Радиус вершины - минимально достаточный под требуемое Ra, чтобы снизить силы резания и риск вибраций. Скорости резания - средние и повышенные при стабильной подаче; глубина - равномерная, без «лизания». Для бронз с абразивными включениями применяют более износостойкие сплавы и контролируемую СОЖ/MQL; для мягких оловянных бронз важны острые кромки и направленная смазка для предотвращения налипания стружки.
Точности и шероховатость
Для посадочных зон типичны поля допусков IT6-IT8, для базовых цилиндров - IT7-IT9. Шероховатость на опорных/уплотнительных участках достигается до Ra 1,6-0,8; при специальной геометрии кромки и устойчивом режиме возможно ниже. Критично обеспечить соосность внутренних и наружных поверхностей, перпендикулярность торцов и стабильную ширину/профиль канавок под уплотнения и стопорные кольца.
Контроль качества
Измеряются диаметр, овальность, конусность, биение относительно баз, профиль канавок, параметры резьб, шероховатость опорных зон. Применяются микрометры, нутромеры, индикаторы, калибры-пробки/скобы, резьбовые калибры и шерохометры. Для тонких стенок используют оптические средства контроля, чтобы исключить деформацию от контакта. В сериях вводится SPC: контроль первых деталей, выборочные проверки по критическим размерам, протоколирование Ra.
Типичные проблемы и профилактика
- Налипание и заусенцы - лечатся острыми полированными кромками, позитивной геометрией и направленной смазкой/охлаждением.
- Волнистость на тонких участках - устраняется сокращением вылета, антивибрационными державками и стабильной подачей.
- Овальность и вытяжка отверстий - предотвращаются щадящим зажимом, равномерным тепловыводом и корректной очередностью переходов.
Преимущества работы с «Интех»
- Чистая поверхность без задиров. Подбираем геометрию пластин и режимы под конкретную марку бронзы, удерживая требуемое Ra на посадках и уплотнениях.
- Соосность и допуски подтвержденно. Критичные зоны выполняем в одном установе, согласуем достижимые IT/Ra и фиксируем контрольные точки.
- Надежный стружкоотвод. Используем оптимальные подачи, корректную форму стружколома и целевую СОЖ/MQL - без забивки канавок и перегрева.
- Документированная повторяемость. Карты наладки, сохраненные программы ЧПУ и протоколы измерений обеспечивают стабильность партии к партии.
- Сроки под производство. Планирование загрузки станков и инструмента дает предсказуемый такт изготовления серий и единичных изделий.
Этапы сотрудничества
- Анализ КД и условий эксплуатации: поля допусков, зоны Ra, материал и термоистория, требования к резьбам и уплотнениям.
- Проектирование технологии: выбор баз, припусков, оснастки, инструментов, режимов резания и стратегии охлаждения.
- Пилотная деталь: проверка критических размеров и чистоты, корректировка коррекций и траекторий.
- Серийная обработка: межоперационный контроль, SPC, маркировка, упаковка с защитой кромок.
- Итоговая приемка: передача измерительных протоколов и трассировки партии.
Итог
Токарная обработка бронзы требует острых кромок, стабильной подачи и контролируемого теплоотвода. «Интех» обеспечивает чистую образующую, точные посадки и повторяемость геометрии - от единичных прецизионных втулок и штуцеров до устойчивых серий бронзовых деталей для гидравлики, энергетики и приборостроения.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ