
Обработка отверстий на токарном станке






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
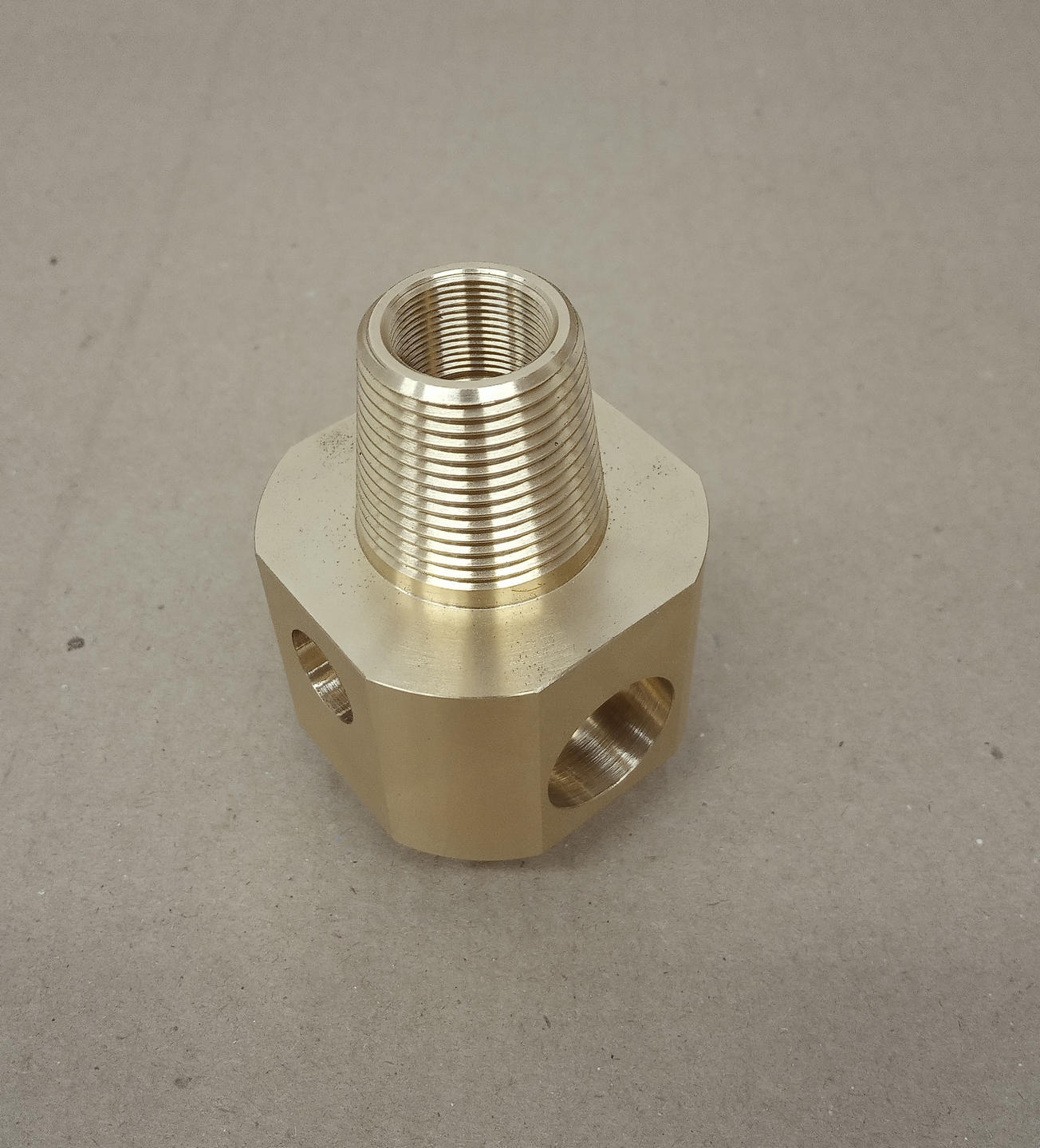
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Назначение и задачи
Обработка отверстий на токарном станке решает формирование осевых полостей с заданными диаметрами, геометрией и чистотой поверхности. Отверстия нужны для посадок под подшипники, втулки, уплотнения, для каналов подачи сред и фиксации крепежа. Критичны точность диаметра, соосность с наружными базами, перпендикулярность торцов и стабильная шероховатость на функциональных участках.
Операции и маршруты
Типичный маршрут включает центрование, сверление, растачивание черновое и чистовое, развертывание либо доводку, формирование фасок и канавок под уплотнения, нарезание внутренней резьбы. Для глубоких полостей используют ступенчатое сверление и промежуточное калибрование, чтобы снизить биение и увести стружку. На ЧПУ-центрах операции объединяют в один установ, что улучшает соосность, упрощает контроль и сокращает цикл.
Инструмент и режимы
Сверла - цельные из быстрорежущей стали, твердосплавные или со сменными пластинами; для прерывистых кромок и твердых материалов выбирают карбид с износостойкими покрытиями. Расточные резцы - с минимальным вылетом и позитивной геометрией на чистовых проходах; для малых диаметров применяют демпфирующие державки. Развертки дают точный размер и повторяемую чистоту без волн. Режимы подбирают так, чтобы обеспечить стабильный стружкоотвод: корректируют подачу, угол заточки, подачу СОЖ и периодически выводят инструмент на продувку.
Глубокие и тонкостенные отверстия
При L/D>5 усиливается риск биения и перегрева, поэтому используют направляющие втулки, пилотные отверстия и многоступенчатое сверление. Для тонкостенных зон критичны малые подачи, острые кромки, равномерный тепловывод и контроль зажимов, чтобы избежать овальности и «вытяжки» отверстия. На сложных профилях применяют циклы с микроподачами и стабилизацией траектории.
Точности и чистота
Часто требуются поля допусков уровня IT7-IT9 по диаметрам и контроль соосности отверстия с цилиндрическими базами. Шероховатость на посадочных участках достигается до Ra 1,6-0,8 при корректной геометрии инструмента и достаточном охлаждении. Для резьб важна полнота профиля и отсутствие задиров на кромках, особенно в зоне начала/выхода.
Контроль качества
Проверяют диаметр, овальность, конусность, биение по базам, перпендикулярность торцов, размеры и профиль канавок, параметры резьб. Используются калибры-пробки, нутромеры, индикаторы соосности, предельные калибры на резьбу, шерохометры, оптика для тонких стенок. В сериях вводят SPC с картами допусков и протоколами контрольных измерений.
Типовые ошибки и профилактика
Недостаточный стружкоотвод вызывает задиры и перегрев - решается корректной геометрией сверла, подачей СОЖ и эвакуацией стружки. Избыточный вылет расточного резца ведет к волнистости - минимизируется длина державки и подбираются антивибрационные решения. Неправильная последовательность переходов рождает несоосность - критичные посадки выполняют в одном установе после стабилизации баз.
Преимущества работы с «Интех»
- Соосность без компромиссов. Проектируем установочные схемы так, чтобы отверстие формировалось в одной базе с наружными поверхностями, минимизируя суммарную погрешность.
- Чистовые параметры гарантированно. Подбор геометрии инструмента, режимов и стратегии охлаждения обеспечивает требуемые Ra и размеры без лишних доводок.
- Надежный стружкоотвод. Используем ступенчатое сверление, продувку, оптимальные подачи и СОЖ - особенно на глубоких и малых диаметрах.
- Документированный контроль. Передаем протоколы измерений по критическим зонам, трассируем инструмент и партии материала, сохраняем карты наладки.
- Повторяемость серий. Программы ЧПУ и параметры процесса фиксируются, что позволяет воспроизводить геометрию от партии к партии в согласованные сроки.
Этапы сотрудничества
- Анализ КД: диаметр и глубина, поля допусков, зоны Ra, требования к резьбам и канавкам, материал и термоистория.
- Проектирование технологии: выбор инструмента, режимов, стратегии стружкоотвода и контроля.
- Пилотная деталь: верификация размеров и чистоты, корректировки коррекций.
- Серийная обработка: межоперационные проверки, SPC по ключевым параметрам, маркировка и упаковка.
- Приемка: передача измерительных протоколов и сопроводительной документации.
Итог
Токарная обработка отверстий - это баланс жесткости системы, правильной кинематики и управляемого теплоотвода. «Интех» обеспечивает точный размер, соосность и чистоту поверхности в рамках требуемых допусков, превращая даже глубокие и тонкостенные отверстия в предсказуемую и повторяемую технологическую операцию.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ