
Обработка капролона






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
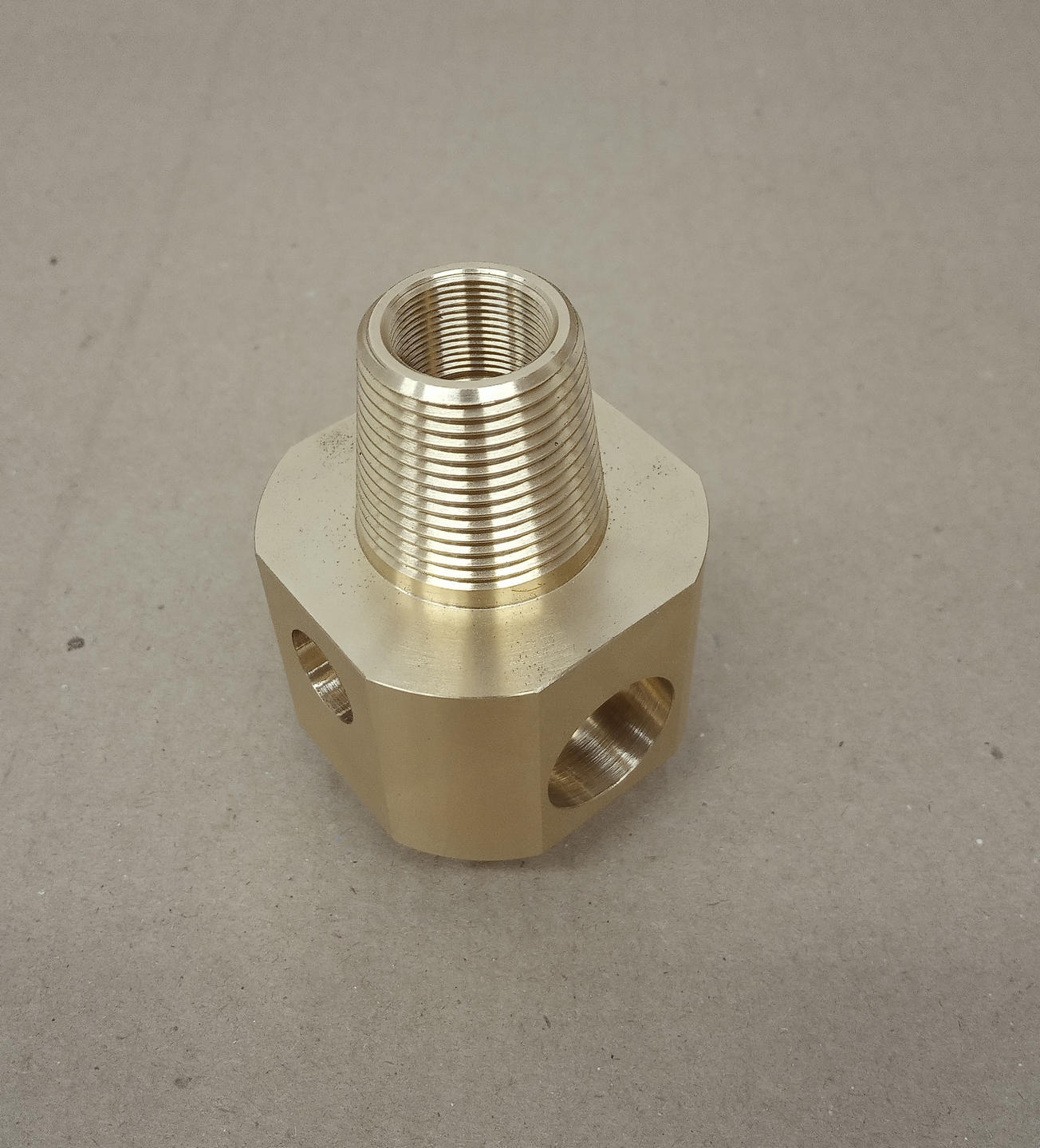
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Особенности материала
Капролон (ПА-6) - конструкционный полиамид с высокой износостойкостью, низким коэффициентом трения и выраженной чувствительностью к теплу и влаге. При механической обработке материал склонен к локальному разогреву, размягчению кромок и формированию налипающей стружки. Впитывание влаги изменяет размеры и жесткость детали, поэтому критичны стабильные климатические условия, выдержка заготовок перед обработкой и корректная стратегия охлаждения, исключающая перепады температур.
Технология и операции
Токарные, фрезерные и сверлильные переходы по капролону выполняют с приоритетом непрерывного резания и малых усилий. В токарной группе оформляют цилиндры, торцы, фаски, канавки под уплотнения, резьбы трапецеидального и метрического профиля; во фрезерной - плоскости, карманы, пазы, радиусы, седла под подшипники скольжения. При черновой обработке снимают припуск ступенчато, с равномерным теплоотводом; при чистовой - переходят на минимальные подачи, чтобы сохранить геометрию и чистоту кромок. Тонкостенные элементы опирают на мягкие призмы и вакуумные столы, избегая деформации от зажимов.
Инструмент и режимы
Лучший результат дают остро заточенные твердосплавные или Р6М5-инструменты с полированными передними поверхностями и позитивной геометрией. Радиус при вершине - минимально достаточный для заданной шероховатости, чтобы снизить силы резания и риск «затирания». Скорости резания - умеренные; подачи - стабильные, без пауз, исключающих «перетирание» материала. СОЖ применяют ограниченно: предпочтительны воздушное охлаждение или MQL с нейтральными маслами; сплошная эмульсия допустима только при контроле температуры и последующей просушке. Для сверления - спиральные сверла с большим углом при вершине и расширенными канавками; для расточки - острые одноточечные резцы с малым вылетом.
Точности, чистота поверхности и стабильность
Капролон упруго-пластичен: после снятия нагрузки возможен частичный возврат формы. Поэтому посадочные зоны получают «с запасом на упругость», а критические размеры доводят в финале маршрута. Типовые поля допусков по цилиндрам достигаются в диапазоне IT8-IT10, локально - лучше при контролируемом охлаждении и микроподачах. Шероховатость на трущихся поверхностях - до Ra 1,6-0,8 при применении полированных пластин и чистовых проходов. Для резьб и уплотнительных канавок обязательно дополнительно снимают заусенцы, контролируют профиль и радиусы сопряжений. Для деталей с жесткими требованиями вводят выдержку после черновых проходов и окончательную калибровку на стабилизированном температурном фоне.
Контроль качества
Проверяются габариты, овальность, перпендикулярность, параллельность, профиль канавок и резьб, отсутствие расплавов и микротрещин. Измерения проводят теплыми калибрами, исключая холодовой дрейф; для тонких стенок применяют бесконтактную оптику. Ведется визуальный контроль кромок, шероховатости и наличия заусенцев, для серий - статистический мониторинг критических размеров и протоколирование параметров среды.
Конструктивные рекомендации
Чтобы упростить обработку и повысить ресурс, предпочтительны: равномерные припуски, скругления внутренних углов, достаточная ширина поясков под уплотнения, ограничение сверхтонких стенок и длинных консольных элементов. Важно заранее определить компенсации на набухание и тепловое расширение для условий эксплуатации изделия.
Преимущества работы с «Интех»
- Чистая геометрия без расплавов. Подбираем острые полированные инструменты и режимы, удерживая температуру зоны резания в безопасном диапазоне.
- Предсказуемые допуски. Учитываем упругий возврат и влагопоглощение: закладываем корректные припуски, вводим технологическую выдержку, подтверждаем размер после стабилизации.
- Щадящее базирование. Используем мягкие прихваты, вакуум и шаблоны опоры для тонкостенных секций, исключая деформацию от зажима.
- Документированный контроль. Передаем протоколы измерений, фиксируем климатические параметры цеха, трассируем партии материала и режимы обработки.
- Гибкость партий. От единичных прототипов до стабильных серий с повторяемым тактом и согласованными сроками поставки.
Этапы взаимодействия
- Анализ КД и условий эксплуатации: поля допусков, зоны Ra, рабочая температура, среда, ожидаемая влажность.
- Технологическая подготовка: выбор маршрута, оснастки, инструментов и стратегии охлаждения с учетом геометрии и толщин.
- Пилотная деталь: проверка критических размеров после стабилизации, корректировка режимов.
- Серийное производство: межоперационный контроль, SPC по ключевым параметрам, маркировка и упаковка, исключающая остаточные деформации.
- Итоговая приемка: комплект измерительных протоколов и рекомендации по хранению/эксплуатации.
Итог
Корректно настроенная обработка капролона - это контроль тепла, малые усилия резания и щадящее базирование. «Интех» сочетает подходящую геометрию инструмента, выверенные режимы и климатическую дисциплину, обеспечивая стабильную геометрию, чистые кромки и прогнозируемое поведение деталей в реальных условиях работы.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ