
Чистовая обработка на токарном станке






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
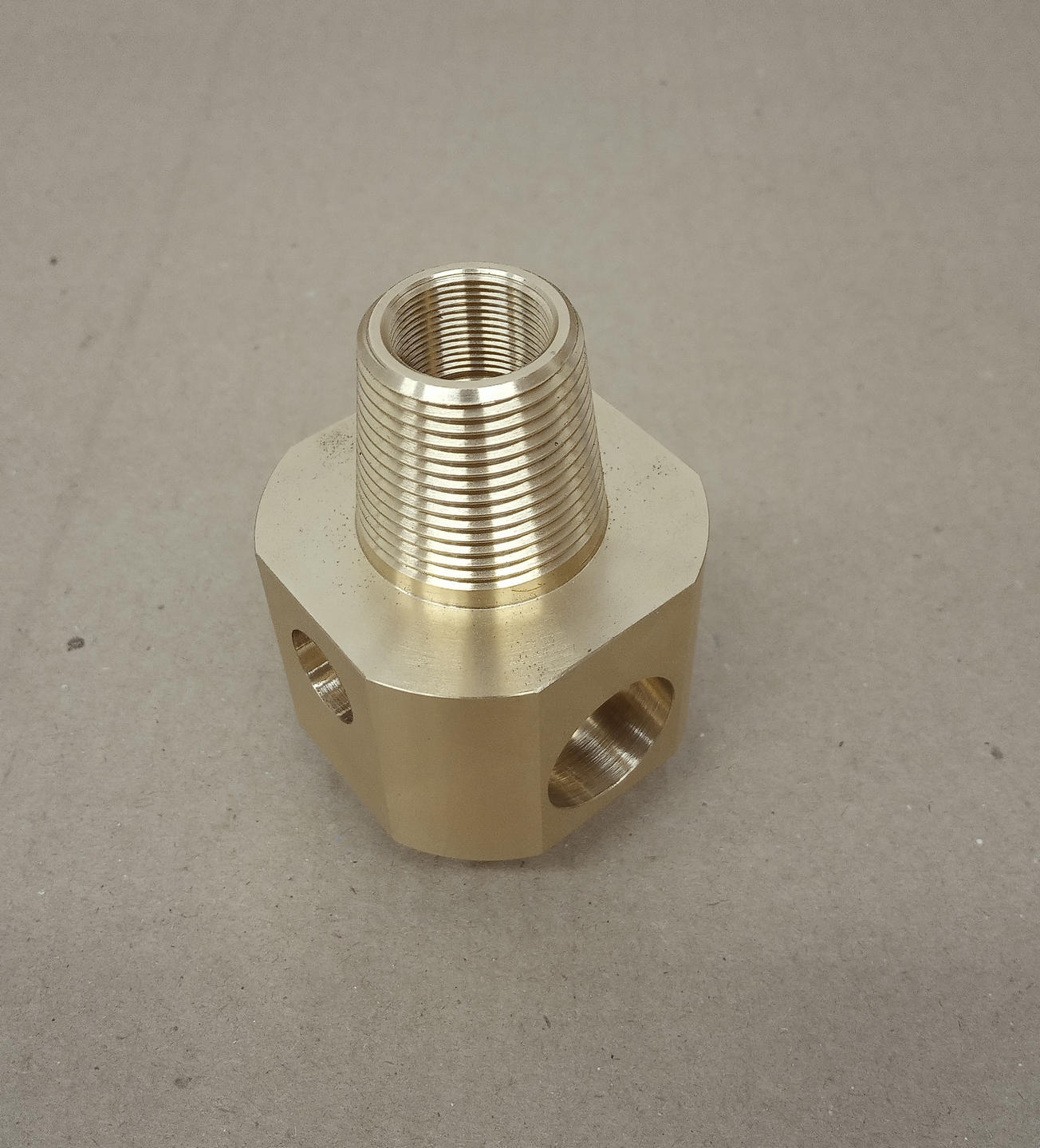
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Назначение и задачи
Чистовая обработка доводит геометрию после черновых проходов до требуемых допусков и шероховатости, стабилизируя размер, форму и соосность функциональных поверхностей. На этом этапе формируют посадочные пояски, уплотнительные зоны, базовые торцы, конические и цилиндрические участки, обеспечивая предсказуемую сборку и ресурс узла без дополнительной доводки.
Маршрут и подготовка
Перед чистовыми проходами выполняют термостабилизацию узла «станок-оснастка-деталь», проверяют биение баз, корректируют припуск, устраняя «бочкообразность» и локальные перегревы, оставшиеся после черновой стадии. Важна последовательность: сначала базовые цилиндры и торцы, затем сопряженные пояски, канавки, фаски и конусы; отверстия доводят после окончательного согласования наружных баз, чтобы сохранить соосность.
Инструмент и режимы
Используют твердосплавные пластины мелкозернистых сплавов с позитивной геометрией и малым радиусом при вершине для снижения сил резания и риска вибраций. Вылет державки минимизируют, подачу делают стабильной, без рывков и пауз; скорость подбирают с учетом материала и требуемого Ra, чтобы кромка работала в устойчивом режиме, не «полируя» и не выкрашиваясь. Для тонкостенных участков - антивибрационные державки, поддержка люнетами и щадящие подачи; для внутренней доводки - точные расточные резцы или развертки.
Шероховатость и точности
Типовые требования: Ra 1,6-0,8 на посадках под подшипники и уплотнения, локально - ниже при наличии соответствующих пластин и стабилизированного теплоотвода. По форме контролируют овальность, конусность, прямолинейность образующей; по взаимному расположению - соосность и биение относительно баз. Для конических посадок подтверждают угол и диаметры в контрольных сечениях, для резьб - полноту профиля и чистоту кромок.
СОЖ и теплоотвод
Ключевое условие - равномерный тепловой режим. Применяется направленная подача эмульсии или MQL, продувка с эвакуацией стружки, исключение «сухого» перегрева на блестящих поверхностях. На материалах со склонностью к наклепу поддерживают тонкую смазочную пленку; на серых чугунах часто используют сухое резание с контролем температуры зоны резания.
Контроль качества
Измерения выполняют сразу в установе: микрометры, калибры-скобы/пробки, индикаторы соосности, шерохометры, оптика для тонких стенок. Для серий внедряют SPC: контроль первых деталей, периодические выборки, карты допусков, хранение протоколов. При необходимости формируют эталонную деталь и фиксируют корректировки по инструменту и корректорам ЧПУ.
Типичные ошибки и профилактика
- Волнистость из-за вибраций - лечится сокращением вылета, корректной геометрией пластины, стабилизацией подачи.
- Термические дрейфы размера - устраняются термостабилизацией и последовательностью проходов «от баз к сопряжениям».
- Нарушение соосности - предупреждается объединением критичных операций в один установ и выверенным базированием.
Преимущества работы с «Интех»
- Предсказуемая чистота поверхности. Подбираем пластины, режимы и охлаждение под материал и требуемое Ra, исключая подпалы и «засветы».
- Контроль формы и взаимного положения. Обеспечиваем соосность, биение и углы конусов за счет грамотной последовательности и межоперационных измерений.
- Минимум установок. Комбинируем операции в одном цикле, снижая накопление погрешностей и время доводки.
- Документированная повторяемость. Карты наладки, сохраненные программы ЧПУ, протоколы контроля - ваша гарантия стабильных серий.
- Сроки под производство. Планирование загрузки и управление инструментом обеспечивают точное соблюдение календаря поставок.
Этапы сотрудничества
- Анализ КД: поля допусков, зоны Ra, требования по соосности/биению, материал и термоистория.
- Проектирование технологии: базирование, припуски, выбор инструмента и СОЖ, контрольные точки.
- Пилотная деталь: проверка размеров и чистоты, корректировка коррекций.
- Серийная обработка: SPC, маркировка, упаковка по регламенту.
- Итоговая приемка: полный пакет измерительных протоколов и трассировка партии.
Итог
Чистовая токарная обработка - это управляемые силы резания, стабильный тепловой режим и дисциплина измерений. «Интех» обеспечивает требуемые допуски и шероховатость на базовых и сопряженных поверхностях, превращая финальную доводку в воспроизводимый и экономичный этап вашего производства.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ