
Токарно фрезерная обработка латуни






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
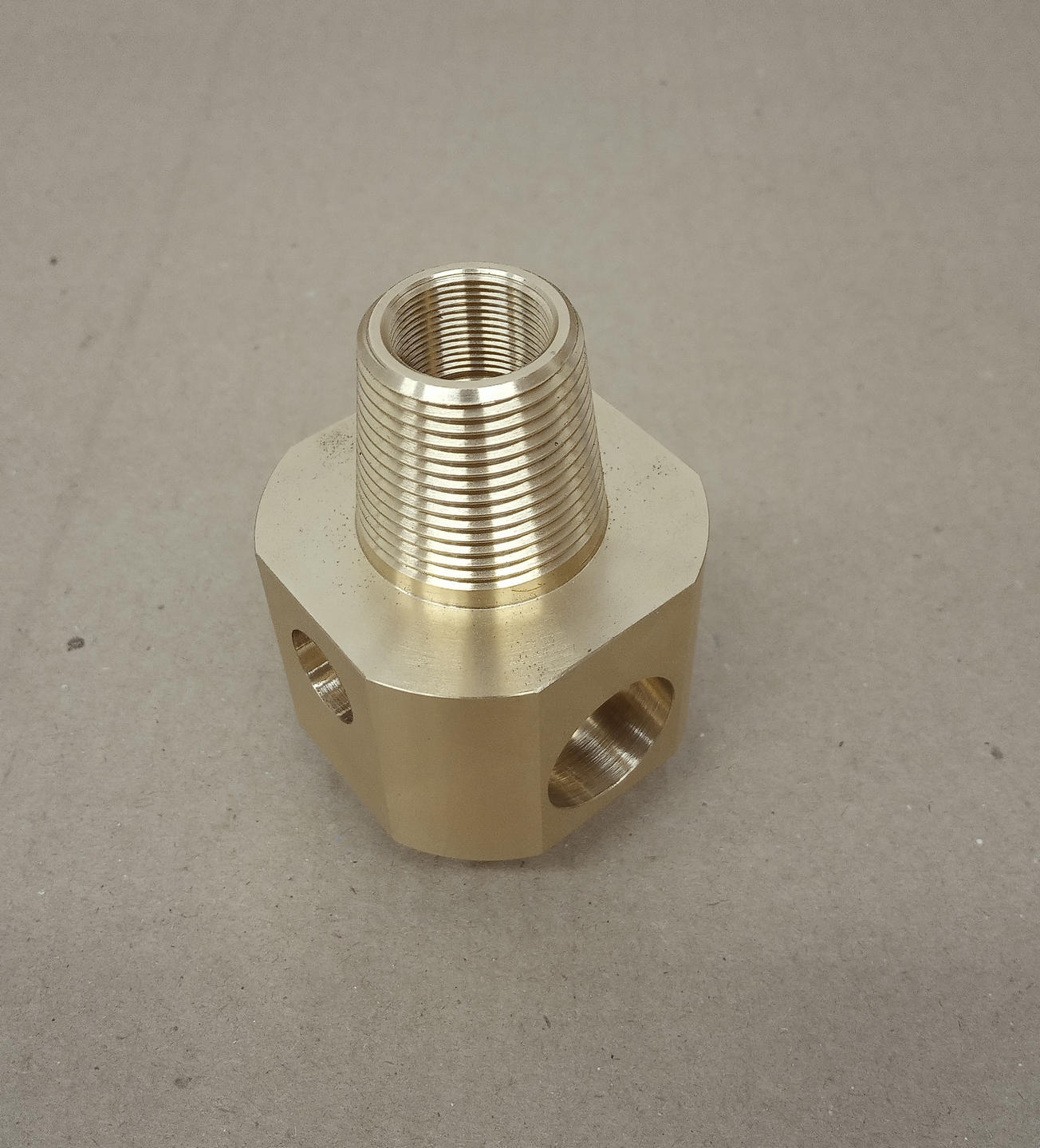
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Особенности материала
Латунь - медный сплав с цинком и добавками(Al,Si,Pb,Sn), отличающийся высокой обрабатываемостью, малым коэффициентом трения и отличным теплоотводом. Материал легко режется, держит размер, дает короткую стружку; однако мягкие марки склонны к налипанию и образованию заусенцев на кромках. Чтобы сохранить чистоту канавок и фасок, критичны острые полированные кромки, стабильная подача и корректная стратегия СОЖ/MQL.
Технология и маршруты
Токарно-фрезерные центры позволяют объединять точение наружных/внутренних поверхностей, торцовку, канавки, резьбы с поперечным фрезерованием: пазы под шпонки, шлицы, плоскости под грань, карманы, фасонные элементы. В одном установе выполняют черновые и чистовые переходы, расточку отверстий, развертывание, резьбонарезание(метчиком/плашкой или резцом по циклам ЧПУ), торцовые и радиальные пазы, накатку/полигон-точение при необходимости. Противошпиндель и осиY/C обеспечивают обработку «с двух сторон» без перезажима, сохраняя соосность посадок и геометрию торцов.
Оснастка и кинематика
Для мелких серий - цанговые патроны и мягкие кулачки«по месту», для длинномерных - поддержка задней бабкой и направляющими втулками. Комбинация живого инструмента, синхронизации шпинделей и позиционирования по оси C позволяет формировать профильные элементы с привязкой к базовым диаметрам и торцам. Минимальный вылет инструмента и демпфирующие державки предотвращают «ребрение» на чистовых проходах.
Инструмент, режимы, охлаждение
Лучший результат дают твердосплавные пластины мелкозернистых марок с полированной передней поверхностью и позитивной геометрией; для фрез - твердосплавные концевые с малыми углами притупления и развитой шлифовкой канавок. Скорости резания - средние и повышенные, подачи - стабильные; глубины резания - равномерные без «лизания». Для предотвращения налипания используют направленную эмульсию или MQL; при тонкостенных геометриях - щадящие подачи и последовательность, исключающая деформации.
Точности и шероховатость
Типично удерживаются поля IT7-IT9 по цилиндрам и IT6-IT7 на посадках; для плоскостей и пазов - допуски по ширине/плоскостности согласно КД. Шероховатость посадочных и уплотнительных зон - до Ra1,6-0,8; фрезерованные плоскости - с равномерным шагом следа без заусенцев на кромках. Соосность наружных/внутренних поверхностей и перпендикулярность торцов подтверждаются в одном установе.
Контроль качества
Измеряют диаметры, овальность, конусность, биение по базам, ширину/глубину пазов, геометрию шлицев, параметры резьб, шероховатость. Применяются микрометры, нутромеры, калибры-пробки/скобы, резьбовые калибры, индикаторы соосности, шаблоны профиля, переносные шерохометры; для мелких деталей - оптика. В сериях действует SPC: контроль первых деталей, регламент выборок, протоколы Ra и геометрии.
Преимущества работы с «Интех»
- Один установ - вся геометрия. Комбинируем точение и фрезерование с обеих сторон, сохраняя соосность посадок, торцов и шпоночных/шлицевых зон.
- Чистая кромка без заусенцев. Остро заточенный инструмент, полированные кромки и корректная СОЖ/MQL гарантируют стабильное Ra на латунных сплавах.
- Быстрый такт серий. Противошпиндель, осиY/C и живой инструмент сокращают переналадки и время цикла без потери точности.
- Прозрачный контроль. Передаем протоколы измерений по критическим размерам, карты наладки, трассировку материала и инструментов.
- Повторяемость. Храним программы ЧПУ и параметры процесса, обеспечивая одинаковую геометрию от партии к партии.
Этапы сотрудничества
1.Анализ КД: поля допусков, зоны Ra, требования к пазам/шлицам/резьбам, марка латуни и термоистория.
2.Проектирование технологии: схема базирования, выбор инструмента и режимов, стратегия охлаждения и контроля.
3.Пилотная деталь: верификация критических размеров и чистоты, корректировка коррекций и траекторий.
4.Серийная обработка:SPC, межоперационные проверки, маркировка и упаковка с защитой кромок.
5.Итоговая приемка: комплект измерительных протоколов и рекомендации по входному контролю.
Итог
Токарно-фрезерная обработка латуни сочетает производительность и чистовую точность. «Интех» удерживает допуски на посадках и пазах, обеспечивает чистые кромки и соосность функциональных поверхностей, превращая сложные латунные детали в устойчивый, предсказуемый и экономичный процесс - от опытных образцов до крупных серий.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ