
Токарная обработка сложных деталей






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
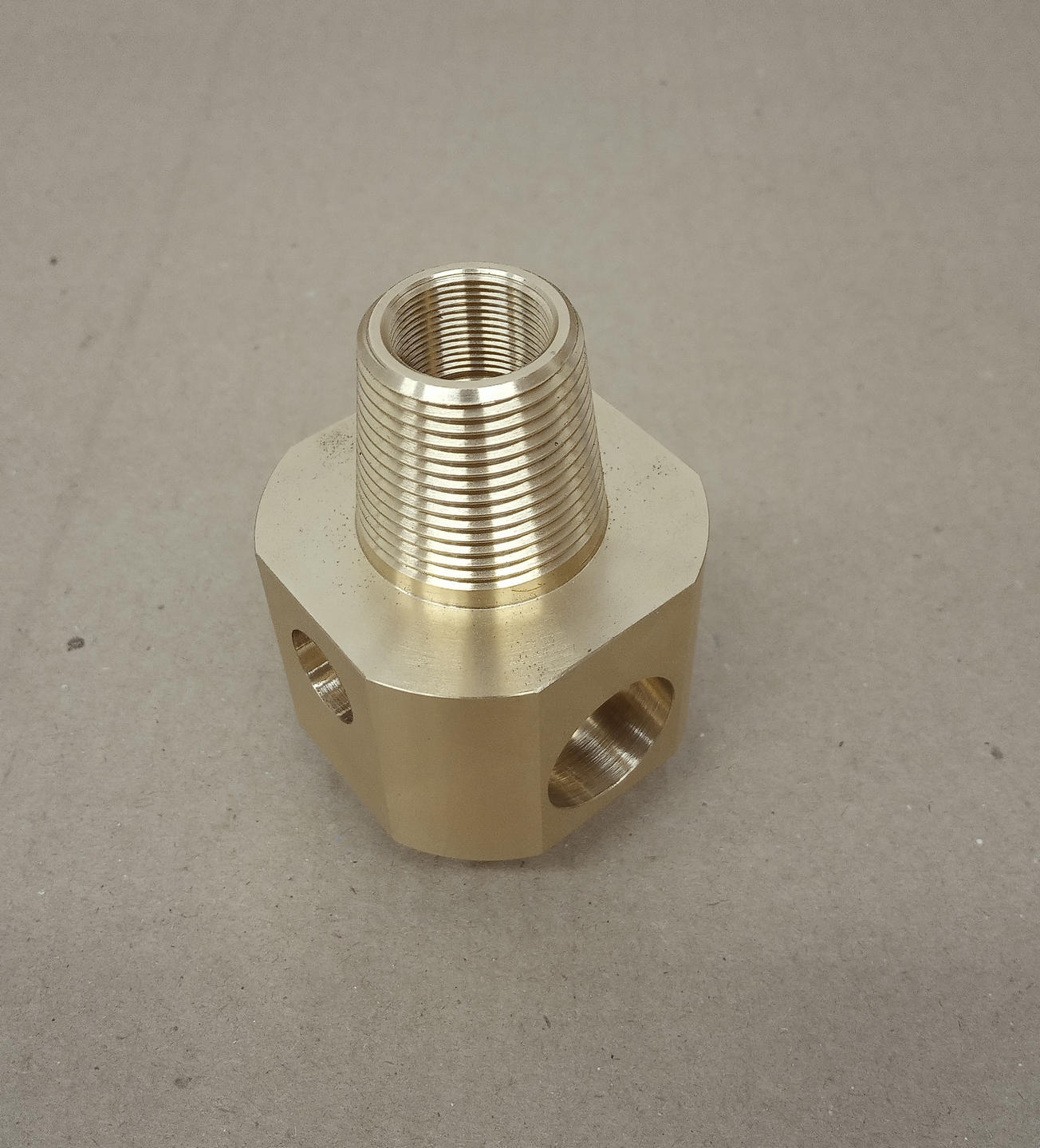
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Что считается «сложной» деталью
К сложным относят детали с комбинированной геометрией (сочетание цилиндров, конусов, внутренних полостей и канавок), тонкостенные элементы с неравномерным припуском, длинномерные участки с высоким L/D, а также изделия из трудообрабатываемых материалов. Для таких заготовок критичны жесткость установочной схемы, управляемый тепловой режим и последовательность переходов, исключающая накопление погрешностей и «ведущих» деформаций.
Технологическая концепция
Маршрут строят «от баз к функциональным зонам»:
- калибровка опорных цилиндров и торцов, стабилизация теплового состояния узла «станок-оснастка-деталь»;
- формирование внутренних полостей (центрование, сверление, растачивание) с контролем соосности относительно наружных баз;
- профилирование сопряжений: канавки под уплотнения и стопорные кольца, посадочные пояски, резьбовые участки;
- чистовая доводка критичных зон с заданной шероховатостью и контролем формы (овальность, конусность, прямолинейность образующей).
Такая логика удерживает размер и взаимное положение поверхностей, снижает риск повторной обработки.
Оснастка и устойчивость резания
Жесткость - первоочередна. Применяются мягкие кулачки «по месту», специальные призмы и упоры, задняя бабка, неподвижные/подвижные люнеты, а для внутренней обработки - демпфирующие державки с минимальным вылетом. Вибрации гасятся выбором «окна» скоростей, микроподачами на чистовых, равномерным распределением припуска. Для тонкостенных зон используют щадящее базирование и локальные опоры, чтобы исключить овальность и «вытяжку» отверстий.
Материалы и режимы
Конструкционные/легированные стали, нержавеющие, чугуны, алюминиевые и титановые сплавы, бронза и медь - под каждый материал настраиваются геометрия кромки, подача, глубина резания и стратегия охлаждения (СОЖ/MQL/«сухо»). Требования к Ra на посадках обычно 1,6-0,8; поля допусков - IT6-IT8 на ответственных поясках и IT7-IT9 на базовых цилиндрах. Для резьб подтверждают профиль, шаг и средний диаметр; для конусов - угол и диаметры в контрольных сечениях.
Контроль качества
Измерения выполняются «в установе» и поэтапно: микрометры, нутромеры, калибры-пробки/скобы, индикаторы соосности, шерохометры; для тонкостенных - бесконтактная оптика. Проверяют биение, соосность наружных/внутренних поверхностей, прямолинейность образующей, профиль канавок, чистоту фасок и резьб. В партиях вводится SPC: контроль первых деталей, регламент выборок по критическим размерам, протоколирование Ra и геометрии.
Типичные риски и как их предотвращают
- Волнистость и «ребрение» из-за колебаний - лечатся сокращением вылета, антивибрационными державками, стабильной подачей.
- Конусность и термодрефф - предотвращаются ступенчатым съемом припуска, направленной СОЖ и термостабилизацией узла.
- Несоосность отверстий - исключается объединением критичных операций в один установ, жесткой центровкой и промежуточным контролем.
Преимущества работы с «Интех»
- Инжиниринг под геометрию. Проектируем схему базирования и маршрут съема припуска индивидуально под изделие, учитывая тонкие стенки, длинные зоны и смешанную кинематику.
- Предсказуемая чистота. Подбираем пластины, режимы и охлаждение под материал и требуемое Ra, избегая расплавов, наклепа и заусенцев.
- Минимум установок. Комбинируем наружные/внутренние операции, резьбы, канавки и конусы в одном цикле - меньше накопленных погрешностей и быстрее такт.
- Документированный контроль. Передаем протоколы измерений, карты наладки и сохраняем программы ЧПУ - повторяемость партии к партии подтверждена.
- Сроки под производство. Планирование загрузки станков и инструмента дает стабильный календарь поставок даже для сложной номенклатуры.
Этапы сотрудничества
- Анализ КД: поля допусков, зоны Ra, материал и термоистория, требования по биению/соосности, контрольные сечения.
- Проектирование технологии: выбор баз, оснастки, мест опор (люнетов), режимов резания и стратегии охлаждения/стружкоотвода.
- Пилотная деталь: проверка критических размеров и чистоты, коррекция коррекций и траекторий.
- Серийная обработка: SPC по ключевым параметрам, межоперационные проверки, маркировка и упаковка с защитой кромок.
- Итоговая приемка: комплект измерительных протоколов и рекомендации по входному контролю.
Итог
Токарная обработка сложных деталей - это баланс жесткости, тепла и последовательности переходов. «Интех» превращает сложную геометрию в воспроизводимый процесс: обеспечиваем точные посадки, соосность и требуемую шероховатость в согласованные сроки - от единичных прототипов до стабильных серий.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ