
Токарная обработка сфер






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
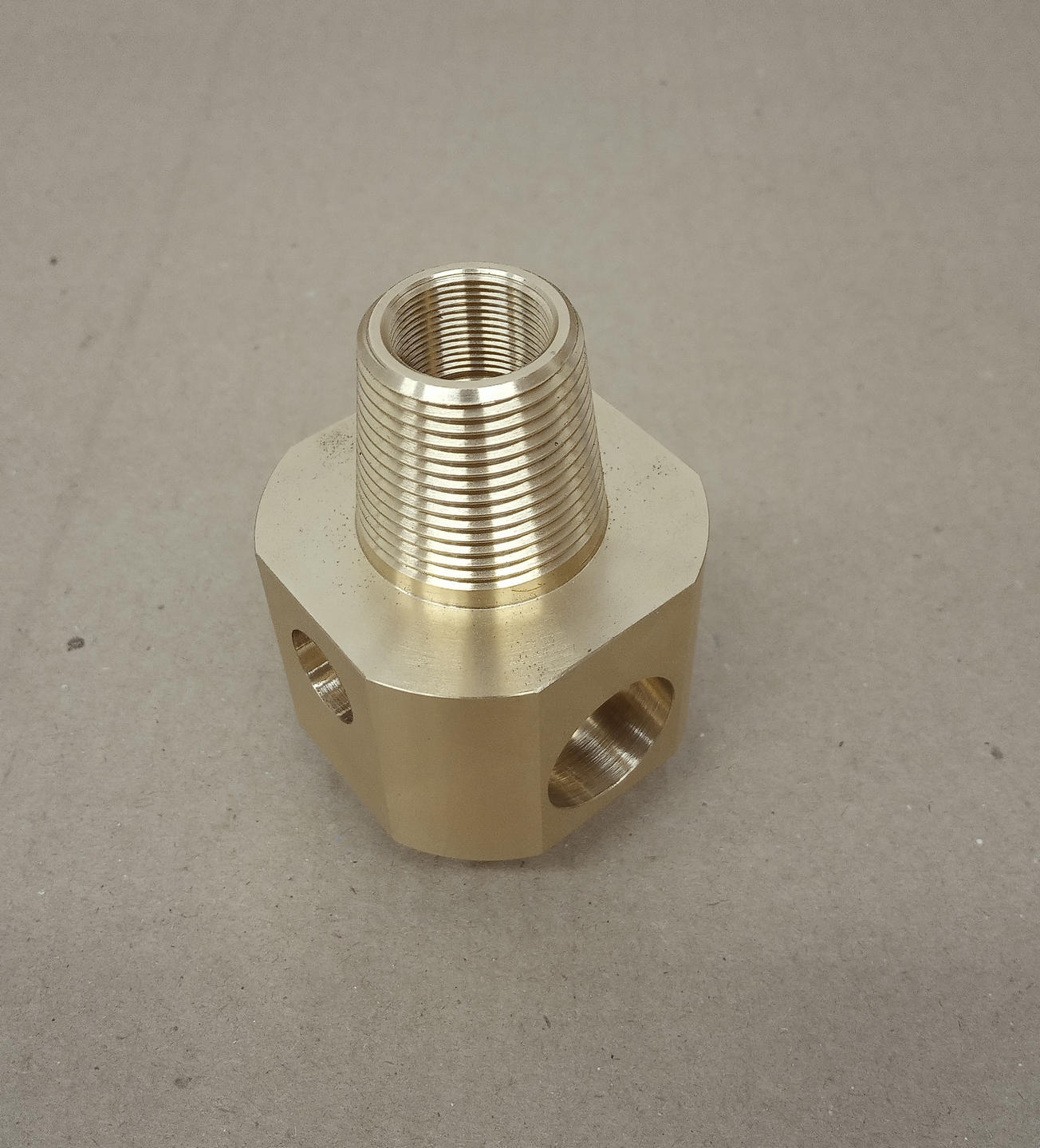
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Назначение и области применения
Сферические поверхности используют в уплотнительных узлах, шаровых опорах, кранах, соплах, прецизионных шарнирных соединениях. Требуются контролируемый радиус, совпадение центра сферы с базовой осью и чистота образующей без рисок, влияющих на герметичность и износ.
Способы формирования сфер
- Радиусные державки и копиры. Поворотно-рычажные приспособления с настройкой на заданный радиус позволяют обрабатывать выпуклые и вогнутые профили по одной установке; хороши для серий с неизменной геометрией.
- Интерполяция по ЧПУ. Программные циклы с согласованным перемещением осей формируют сферу траекторией малых дуг; метод универсален, позволяет корректировать радиус, смещать центр и вести «переходные» участки.
- Профильные резцы. Применяются для небольших радиусов и коротких зон, когда требуется стабильный контур без перенастройки.
- Расточка внутренних сфер. Используют короткий расточной инструмент с минимальным вылетом, демпфирующие державки и направленную подачу СОЖ для стабильной чистоты.
Выбор метода зависит от диаметра, глубины сферы, материала и требуемого Ra.
Технологический маршрут
Сначала стабилизируют базовые цилиндры и торцы, настраивают привязку центра. Далее выполняют черновые проходы с равномерным припуском, затем - чистовые траектории одной кинематикой до выхода на размер. Переходные фаски и уплотнительные канавки формируют после фиксации сферической части. Для внутренних геометрий критичны эвакуация стружки и охлаждение зоны резания.
Инструмент и режимы
На черновых - прочные твердосплавные пластины с радиусной вершиной или специальный сферический профиль. На чистовых - мелкозернистый карбид с полированной передней поверхностью и позитивной геометрией; малый радиус кромки снижает силы резания и риск вибраций. Скорость и подача выбираются так, чтобы шаг следа обеспечивал требуемое Ra без «полировки». Для нержавеющих и цветных сплавов поддерживают смазочную пленку (MQL/эмульсия), для серых чугунов допустима «сухая» обработка с продувкой.
Точности и шероховатость
Контролируют радиус, положение центра относительно осевой базы, отклонение профиля, биение сопряженных зон. Для уплотнительных седел и шаров достигается отклонение профиля в пределах требований КД, шероховатость - до Ra 1,6-0,8, локально ниже при тонких подачах и корректной геометрии кромки. Важно обеспечить непрерывность образующей без уступов на стыке траекторий.
Контроль качества
Используют сферометры, шаблоны, индикаторы в центрах, калибры-пробки/скобы для сопряжений, переносные приборы шероховатости; для ответственных деталей - координатные измерения по облаку точек с расчетом радиуса и смещения центра. Отдельно проверяют совпадение центра сферы с осью цилиндрических баз и перпендикулярность опорных торцов.
Типичные риски и профилактика
- «Ребрение» и волнистость из-за колебаний - лечатся уменьшением вылета, антивибрационными державками и стабилизацией подачи.
- Смещение центра при многократных перезахватах - предотвращается выполнением критичных зон в одном установе и точной привязкой баз.
- Перегрев и «замятие» кромок на вязких сплавах - решается направленной СОЖ/MQL и острыми полированными кромками.
Преимущества работы с «Интех»
- Точная геометрия. Под конкретную деталь выбираем оптимальную кинематику (державка-копир, ЧПУ-интерполяция, профильный инструмент), подтверждаем радиус и положение центра контрольными сечениями.
- Чистая образующая. Настраиваем шаг траектории, подачу и охлаждение для требуемого Ra на уплотнительных и опорных зонах без рисок и «ступенек».
- Соосность без компромиссов. Критичные поверхности изготавливаем в одном установе, контролируем биение и взаимное положение баз.
- Документированная повторяемость. Карты наладки, сохраненные программы ЧПУ, протоколы измерений и трассировка инструмента обеспечивают стабильность серий.
- Сроки под производство. Комбинируем операции, планируем инструмент и контроль, чтобы выдерживать согласованный такт поставок.
Этапы сотрудничества
- Анализ КД: радиус, допуски по профилю, требования к Ra и соосности, материал и термоистория.
- Проектирование технологии: выбор метода формирования, оснастки, режимов резания и стратегии охлаждения/контроля.
- Пилотная деталь: проверка профиля и центра, корректировка траекторий и коррекций.
- Серийная обработка: SPC по критическим параметрам, межоперационные проверки, маркировка и упаковка с защитой кромок.
- Итоговая приемка: комплект измерительных протоколов и рекомендации по входному контролю.
Итог
Обработка сфер на токарном оборудовании - это управление кинематикой, базами и теплом. «Интех» обеспечивает точный радиус, совпадение центра и чистую образующую, превращая сложные сферы и седла в воспроизводимую операцию - от единичных образцов до стабильных серий.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ