
Токарная обработка прутков






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
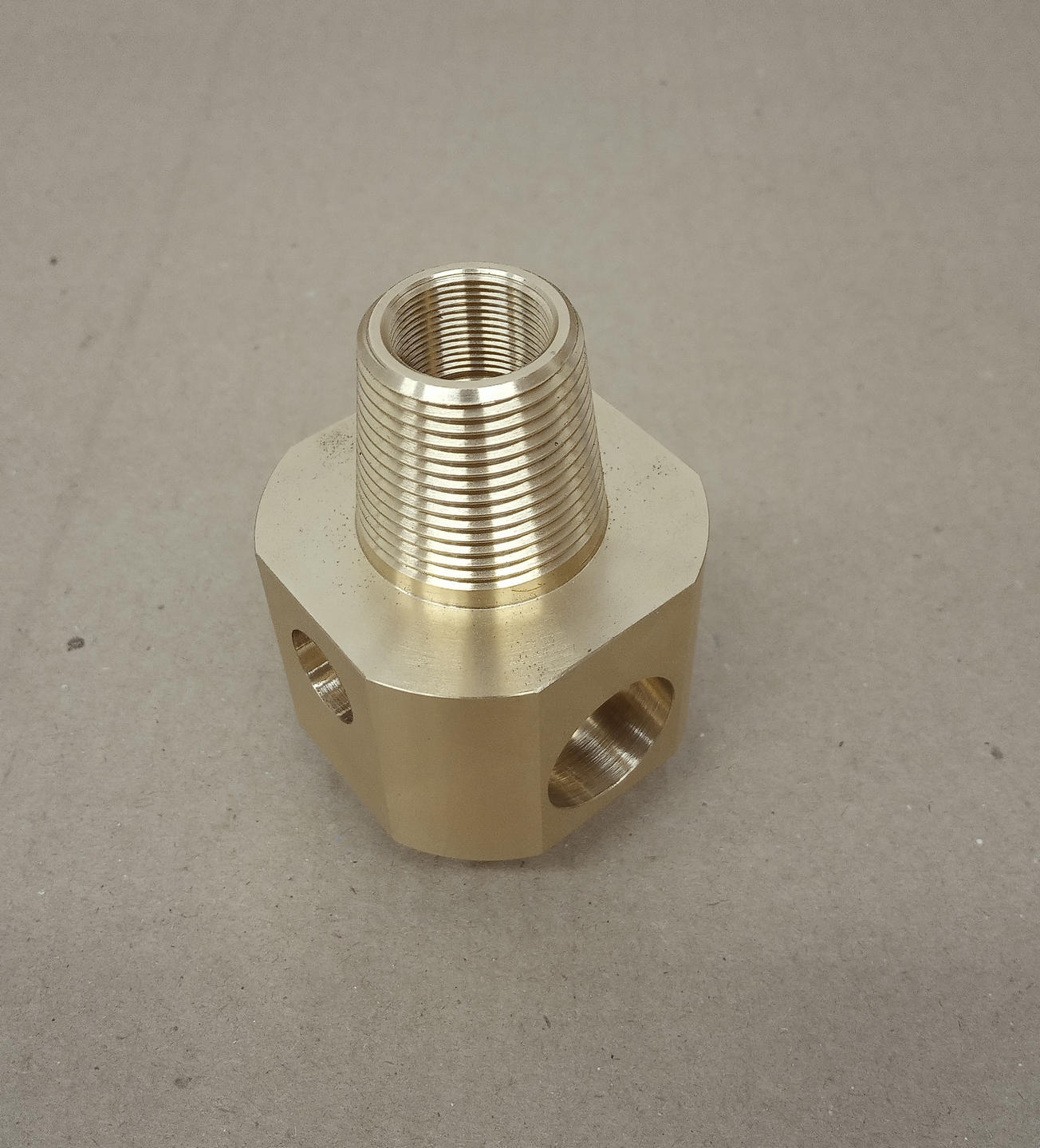
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Суть технологии
Токарная обработка прутков - это непрерывное производство деталей из пруткового материала с подачей заготовки прямо в шпиндель. Пруток фиксируется патроном/цанговым зажимом и автоматически подается под инструмент; последовательность переходов (черновое/чистовое точение, торцовка, канавки, сверление, растачивание, резьбы) выполняется по программе. Такой подход сокращает количество установок, обеспечивает стабильную соосность и высокую производительность на сериях.
Оборудование и конфигурации
Используются токарные центры с прутковыми податчиками и токарно-фрезерные автоматы, в том числе «швейцарского» типа (с направляющей втулкой) - они незаменимы для длинных и тонкостенных деталей с высоким L/D. На многоканальных станках одновременно работают главный и противошпиндель: выполняется обработка с двух сторон, снимаются переходы на ходу, подключаются живые инструменты для пазов и шпоночных мест. Результат - минимизация холостых ходов и равномерный такт выпуска.
Материалы и заготовки
Обрабатываются углеродистые и легированные стали, нержавеющие сплавы, латунь, бронза, алюминий и титан. Для стабильной геометрии важны качества прутка: круглотность, чистота поверхности, отсутствие биения и внутренних напряжений. При ответственных посадках предпочтительно использовать калиброванный пруток; для длинномерных деталей - направляющую втулку и корректную смазку зоны резания.
Операции и точности
В одном установе выполняют точение наружных диаметров, подрезку торцов, фаски, канавки под уплотнения и стопорные кольца, сверление/растачивание осевых отверстий, развертывание, нарезание метрических/дюймовых/трубных/трапецеидальных резьб, тонкую доводку посадок. Типичные поля допусков: IT7-IT9 по базовым цилиндрам, IT6-IT7 на посадочных поясках; шероховатость на опорных и уплотнительных зонах - до Ra 1,6-0,8 при корректной геометрии инструмента и устойчивых режимах. Соосность торцев/отверстий обеспечивается обработкой «с двух шпинделей» без перезажима вне станка.
Стружкоотвод и охлаждение
Прутковая обработка требует предсказуемой эвакуации стружки. Используются корректные стружколомы, циклы размыкания подачи, продувка, направленная эмульсия или MQL. Для нержавеющих и цветных сплавов важна полированная передняя поверхность кромки и тонкая смазочная пленка; для серых чугунов допустима «сухая» схема с продувкой, если позволяют требования по Ra.
Контроль качества
Проверяются диаметры, овальность, конусность, соосность наружных/внутренних поверхностей, перпендикулярность торцов, параметры канавок и резьб. Измерения - калибрами-скобами/пробками, микрометрами и нутромерами, индикаторами в центрах, шерохометрами; для тонкостенных участков - оптический контроль. В сериях внедряется SPC: контроль первых деталей, регламент выборок, хранение эталонной детали и протоколов.
Преимущества работы с «Интех»
- Высокая производительность. Прутковые податчики, противошпиндель и живой инструмент сокращают такт без потери точности.
- Минимум установок - максимум соосности. Критичные операции выполняем в одном цикле, что снижает накопление погрешностей.
- Чистовые параметры гарантированно. Подбираем геометрию пластин и режимы под конкретный сплав, обеспечивая требуемые IT и Ra.
- Предсказуемый стружкоотвод. Настраиваем стружколом, цикл разрыва подачи и охлаждение, исключая забивку канавок и задиры.
- Документированная повторяемость. Карты наладки, сохраненные программы ЧПУ и трассировка материала обеспечивают стабильную геометрию партия к партии.
Этапы сотрудничества
- Анализ КД: допуски, зоны Ra, материал и состояние прутка, требования к резьбам/уплотнениям.
- Проектирование технологии: выбор схемы (стандартный или «швейцарский» тип), оснастки, режимов и стратегии охлаждения/контроля.
- Пилотная серия: подтверждение критических размеров, корректировки коррекций и подач.
- Серийное производство: SPC, межоперационный контроль, маркировка и упаковка с защитой кромок.
- Итоговая приемка: комплект измерительных протоколов и рекомендации по входному контролю.
Итог
Токарная обработка прутков - это надежная соосность, стабильный такт и чистовая точность при минимуме переналадок. «Интех» сочетает современные прутковые решения, грамотную технологию и дисциплину контроля, чтобы обеспечить заданные допуски и шероховатость - от пилотной партии до крупносерийного выпуска.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ