
Токарная обработка пазов






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
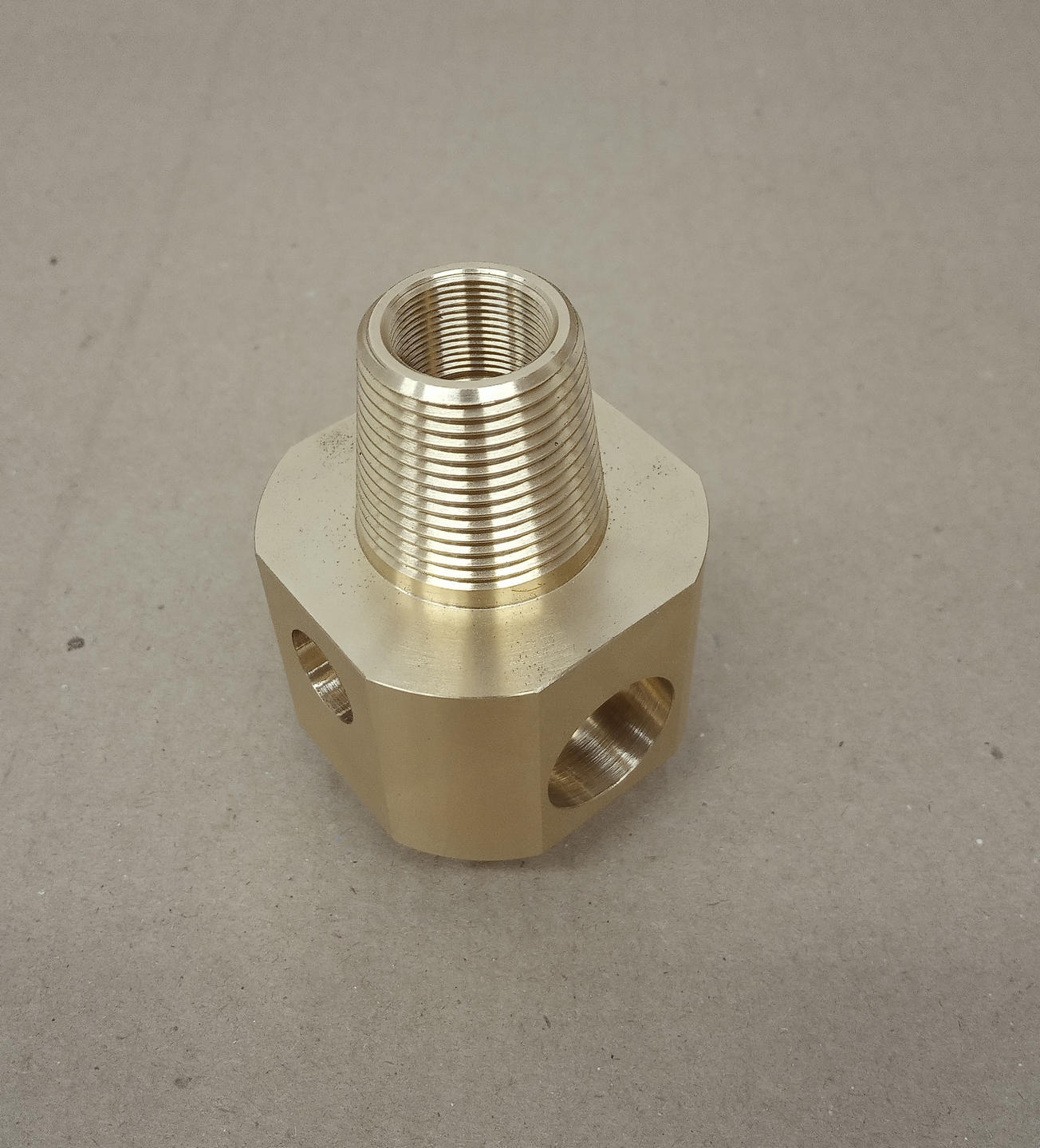
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Назначение и типы пазов
Пазы обеспечивают фиксацию и работу соединений: под стопорные кольца, уплотнения, пружинные и разжимные элементы, шпонки, прецизионные стопорные буртики, посадочные проточки для резьбовых сбегов. Требуются выдержанные ширина и глубина, параллельность дна, радиусы скруглений, чистота кромок и соосность с базовыми цилиндрами или отверстиями. Для уплотнительных зон дополнительно важны профильный радиус и контролируемая шероховатость, исключающая подсечки и течи.
Технология и маршруты
Маршрут строят «от баз к сопряжениям». Сначала калибруют базовые цилиндры и торцы, затем формируют пазы: наружные, внутренние, торцевые, фасонные (включая трапецеидальные и под профиль уплотнений). Глубокие проточки обрабатывают ступенчато с контролем стружкоотвода; при необходимости вводят предварительное «окно» для выемки стружки. Для узких пазов применяют прецизионные державки с минимальным вылетом и точной настройкой подавления вибраций, чтобы избежать «ребрения» стенок и заваленных кромок. Фаски снимают отдельным проходом после подтверждения размеров.
Инструмент и режимы
Используются канавочные пластины под нужную ширину с позитивной геометрией на чистовых и прочной кромкой на черновых. Для вязких сплавов подходят полированные передние поверхности и MQL/эмульсия; для серых чугунов возможно «сухо» с продувкой. Радиус при вершине выбирают из требований КД: слишком малый ухудшит стойкость и приведет к заусенцам, слишком большой нарушит профиль уплотнения. Подачи - стабильные, без пауз; глубину резания распределяют равномерно, исключая «лизание», которое создает перегрев и волнистость дна.
Особенности наружных, внутренних и торцовых пазов
Наружные пазы чувствительны к прогибу детали: применяют заднюю бабку/люнет и минимальный вылет инструмента. Внутренние - ограничены диаметром и вылетом державки, поэтому используют демпфирующие решения и тщательную эвакуацию стружки; при L/D расточных операций скорость и подача снижаются, шаг резания стабилизируется. Торцовые пазы требуют строгой перпендикулярности к оси и точной привязки к базовому торцу: движение ведут радиально, контролируя биение и избегая рисок на переходе.
Точности и шероховатость
По ширине и глубине удерживают допуски в соответствии с КД; для уплотнений - контролируемая шероховатость стенок и дна до Ra 1,6-0,8, радиус скругления по профилю. Важна соосность положения паза относительно наружных или внутренних баз, а для торцовых - перпендикулярность к оси и стабильная плоскостность площадки. После чистовых проходов обязательно удаляют заусенцы, не нарушая заданного профиля.
Контроль качества
Проверяются ширина, глубина, положение относительно баз, параллельность дна, радиусы сопряжений и шероховатость. Используются щупы и прецизионные калибры, микрометрические глубиномеры, индикаторы соосности, шаблоны профиля, переносные шерохометры; для внутренних узких пазов - оптический контроль. В сериях применяют SPC по критическим размерам, фиксируя карты допусков и протоколы выборок.
Типичные ошибки и профилактика
- Волнистые стенки и «ребрение» из-за вибраций - лечится минимизацией вылета, демпфирующими державками и стабильной подачей.
- Завал кромок и заусенцы - устраняются корректной геометрией кромки, микроподачами на чистовом проходе и отдельным снятием фасок.
- Нарушение профиля уплотнений - предотвращается выбором правильного радиуса вершины, контролем траектории и подтверждением размера в контрольных сечениях.
- Несоосность и смещение - исключаются выполнением пазов после калибровки баз и в том же установе.
Преимущества работы с «Интех»
- Профиль паза без компромиссов. Под конкретный стандарт и материал подбираем пластины, радиусы и режимы, подтверждаем размеры калибрами и шаблонами профиля.
- Чистая геометрия без задиров. Управляем стружкоотводом и охлаждением, применяем полированные кромки и микроподачи на финале - стабильное Ra стенок и дна.
- Соосность и привязки. Формируем пазы в одной базе с цилиндрами/торцами, фиксируем контрольные точки и передаем протоколы измерений.
- Повторяемость серий. Карты наладки, сохраненные программы ЧПУ и трассировка инструмента обеспечивают одинаковую геометрию от партии к партии.
- Сроки под производство. Планируем загрузку станков и инструмента, объединяем операции для сокращения такта.
Этапы сотрудничества
- Анализ КД: тип паза, допуски по ширине/глубине, радиусы, требования к Ra и привязкам, материал и термоистория.
- Проектирование технологии: выбор баз, оснастки, инструмента, режимов и стратегии стружкоотвода/охлаждения.
- Пилотная деталь: верификация размеров и профиля, корректировка коррекций.
- Серийная обработка: SPC по критическим параметрам, маркировка и упаковка с защитой кромок.
- Итоговая приемка: комплект измерительных протоколов и рекомендации по входному контролю.
Итог
Токарная обработка пазов - это точная кинематика, управляемая стружка и дисциплина привязок. «Интех» обеспечивает профиль, размеры и чистоту пазов на наружных, внутренних и торцовых поверхностях, сохраняя соосность и перпендикулярность баз - от единичных деталей до стабильных серий.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ