
Токарная обработка крупногабаритных деталей






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
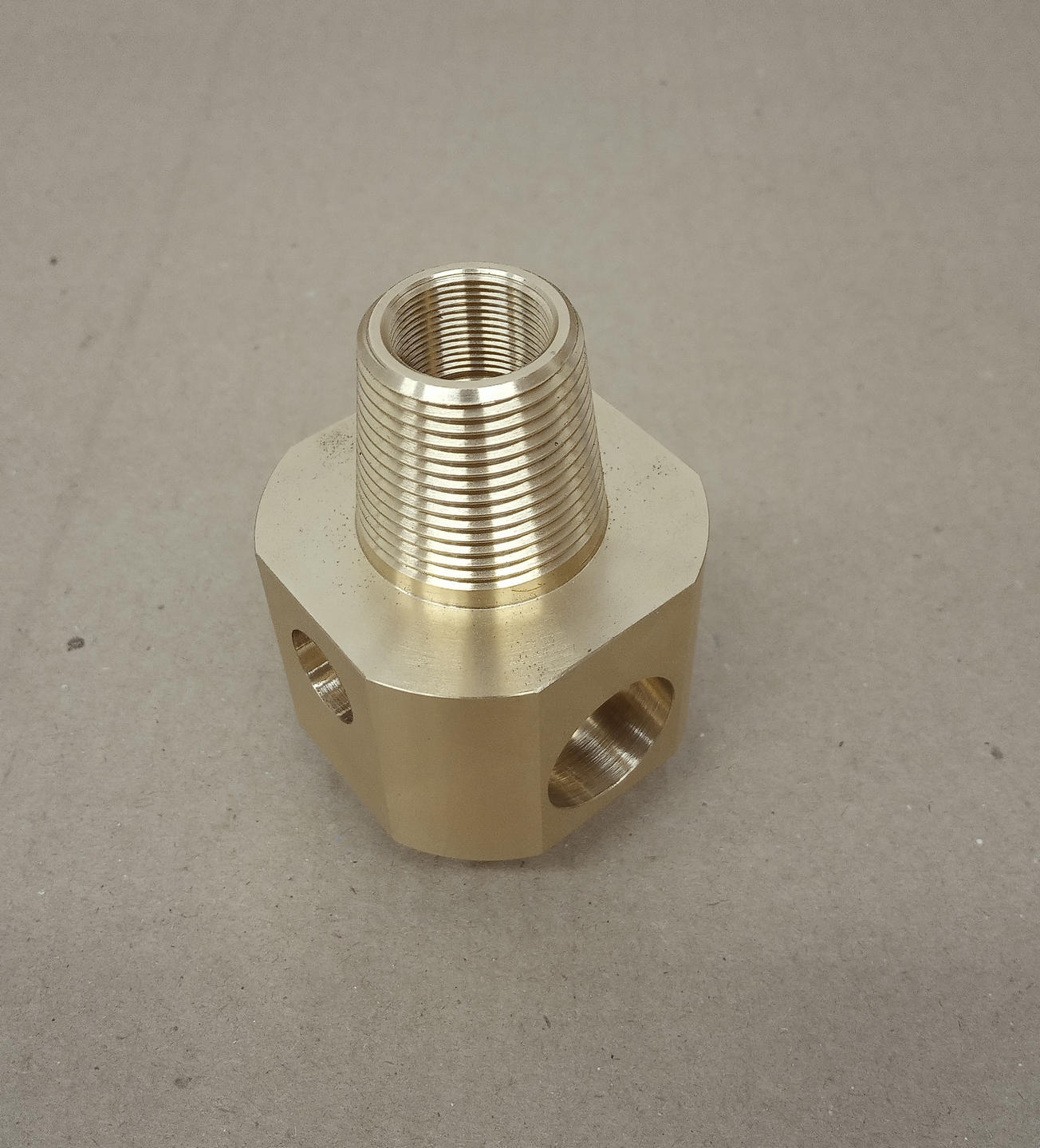
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Специфика технологии
Крупногабаритные детали предъявляют повышенные требования к жесткости системы «станок-оснастка-инструмент-заготовка» и тепловой стабильности процесса. Большие массы и диаметры усиливают инерционные нагрузки, а неравномерный припуск провоцирует вибрации и конусность. Оптимальная схема - вертикальные токарно-карусельные центры или тяжелые горизонтальные токарные станки с мощной станиной, гидростатическими опорами и широким диапазоном оборотов планшайбы/шпинделя. Маршрут строят от калибровки базовых торцов и цилиндров к функциональным зонам, а критичные посадки выполняют в одном установе.
Операции и возможности
Выполняются черновое и чистовое точение наружных/внутренних цилиндров, торцовка, канавки под уплотнения, фаски, конусы, сверление и растачивание отверстий, расточка посадочных седел, резьбонарезание. Для корпусов и фланцев используют комбинированные циклы (точение + сверление/растачивание) с минимизацией переналадок. Шероховатость на опорных поясках доводится до требуемых Ra, геометрия удерживается в полях допусков, согласованных с КД. Для тонкостенных зон применяют щадящие подачи и стабилизирующие опоры/люнеты.
Оснастка и базирование
Ключ к стабильности - правильное крепление: планшайбы с индивидуальными прихватами, мягкие кулачки по месту, призмы и проставки, исключающие деформацию. При вертикальном базировании масса заготовки работает «на жесткость», уменьшая прогибы. Для длинномерных деталей применяют заднюю бабку, неподвижные/подвижные люнеты, демпфирующие державки, а вылет инструмента сокращают до минимума. Перед запуском - выверка биения, балансировка, распределение припуска.
Тепло и стружкоотвод
Большие поверхности быстро накапливают тепло. Используют направленную подачу эмульсии или MQL, продувку, ступенчатый съем припуска. Исключают «полирующие» проходы: стабильная подача и глубина резания предотвращают закаленные пятна и дрейф размеров. Для глубокой расточки - циклы эвакуации стружки и пилотные отверстия.
Контроль качества
Измерения выполняют поэтапно: контроль торцов и базовых цилиндров, затем функциональных зон. Применяются микрометры большого диапазона, индикаторы на призмах/в центрах, нутромеры, шаблоны конусов, калибры, переносные приборы шероховатости; для ответственных корпусов - координатный контроль и проверка соосности/биения по согласованным базам. В партиях внедряется SPC: контроль первых деталей, периодические выборки, протоколирование.
Материалы и точности
Обрабатываются углеродистые/легированные стали, ВЧ/СЧ чугуны, нержавеющие, алюминиевые и титановые сплавы. Для посадок под подшипники и уплотнения достигаются поля IT6-IT8, для базовых цилиндров - IT7-IT9; шероховатость на функциональных участках - до Ra 1,6-0,8 при корректной геометрии кромки и устойчивом режиме резания.
Преимущества работы с «Интех»
- Жесткая кинематика. Тяжелые токарно-карусельные и горизонтальные центры, гидростатика опор, индивидуальные схемы крепления для предотвращения прогибов и вибраций.
- Меньше установок - выше точность. Комбинируем операции в одном цикле, снижаем накопление погрешностей и сроки изготовления.
- Управление теплом. Ступенчатый съем, направленная СОЖ, контроль температурной стабилизации узла - предсказуемый размер и чистая образующая.
- Прозрачный контроль. Маршрутные карты, протоколы измерений, при необходимости - CMM-отчеты и трассировка партий материалов/инструмента.
- Повторяемость серий. Сохраняем программы ЧПУ и карты наладки, что обеспечивает воспроизводимость геометрии при повторных заказах.
Этапы сотрудничества
- Анализ КД: поля допусков, зоны Ra, материал и термоистория, требования к соосности/биению и контрольным сечениям.
- Проектирование технологии: выбор станка, схемы базирования и крепления, последовательности переходов, инструментов и стратегии охлаждения.
- Пилотная деталь: верификация баз и посадок, корректировка коррекций и траекторий.
- Серийная обработка: SPC по критическим размерам, межоперационные проверки, маркировка и упаковка.
- Итоговая приемка: комплект измерительных протоколов и рекомендации по входному контролю.
Итог
Токарная обработка крупногабаритных деталей - это управление массой, жесткостью и теплом. «Интех» сочетает мощные станки, грамотное базирование и дисциплину контроля, чтобы обеспечить требуемые допуски, чистоту и повторяемость - от единичных корпусов и фланцев до стабильных серий крупных изделий.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ