
Обработка торцов на токарном станке






-
 Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие
Тройник М10х1.0МатериалЛатуньОперацииШтамповка, сверловка, нарезка резьбы, шлифовка, покрытие -
 ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка
ЖиклерМатериалЛатуньОперацииТочная сверловка, шлифовка -
 Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие
Деталь механизмаМатериалСтальОперацииТокарная обработка, сверловка, финишная обработка, покрытие -
 ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка
ФорсункаМатериалНержавеющая стальОперацииТокарная обработка, шлифовка, сверловка -
 Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка
Крепежный элементМатериалАлюминийОперацииРезка заготовки, сверловка, фрезеровка, шлифовка, финишная обработка -
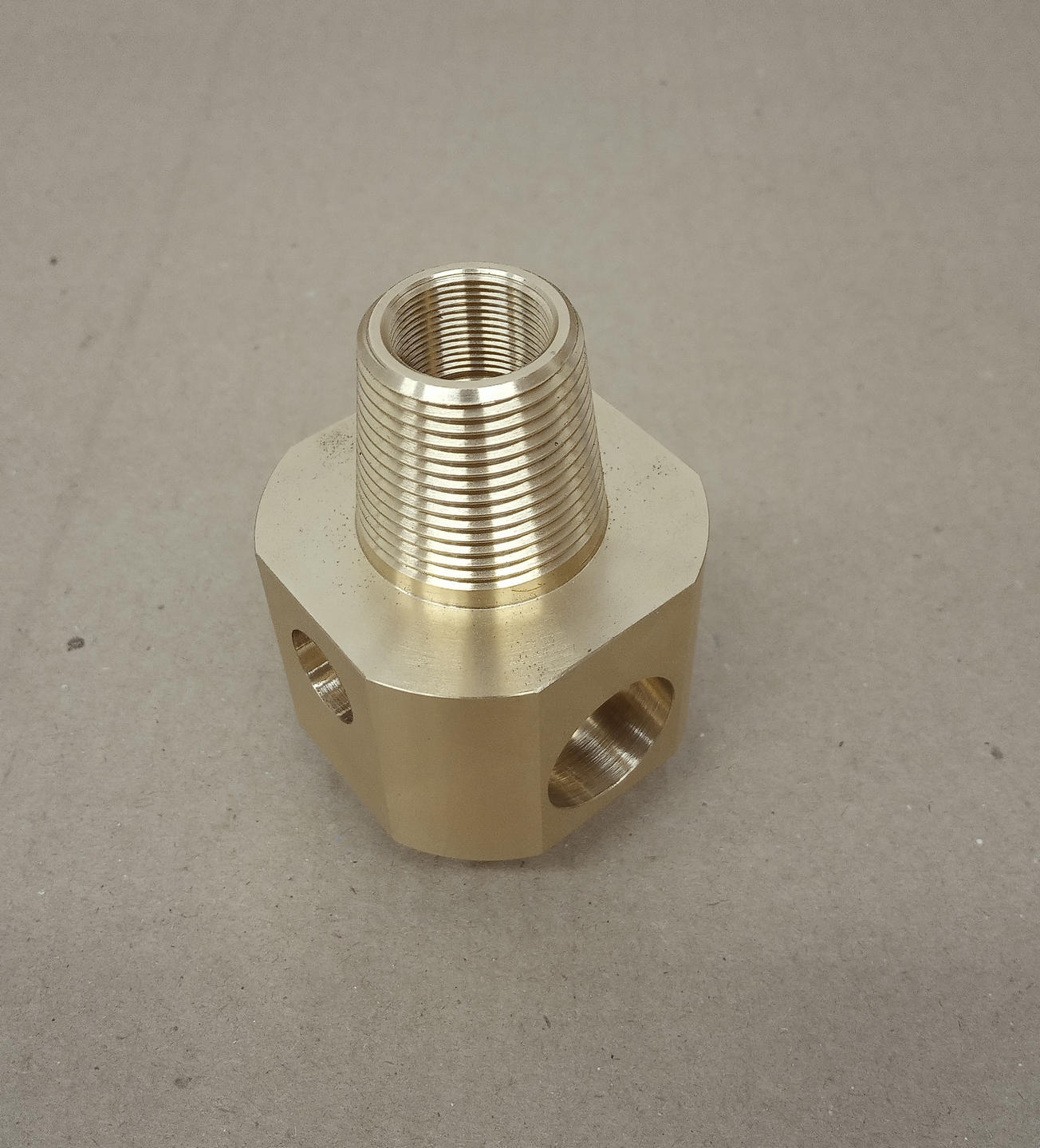
 ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка
ПереходникМатериалнержавеющая стальОперацииЗаготовка, токарная обработка, сверловка, шлифовка -
 Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Корпус термостатаМатериалАлюминийОперацииШлифовка, сверловка, механическая обработка, контроль качества
Наша компания оснащена современным оборудованием с ЧПУ ведущих производителей, включая HAAS VF-3, ТС1625Ф3, SPF-1000PH, и другими. Высокоточное оборудование позволяет выполнять как крупногабаритные, так и прецизионные работы с металлами любой сложности. Регулярное обслуживание станков гарантирует стабильно высокое качество обработки.
-
 Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3Подробно
Вертикально-фрезерный обрабатывающий центр с ЧПУ HAAS VF-3ПодробноРазмеры рабочей поверхности стола:мм -длина – 1219 мм;
- ширина 457 мм
Величина рабочих перемещений по осям:
- по оси Х – 1016 мм;
- по оси Y 508 мм;
- по оси Z – 635мм.
-
 Станок токарный с ЧПУ ТС1625Ф3Подробно
Станок токарный с ЧПУ ТС1625Ф3ПодробноМакс. обрабатываемый диаметр – 210
Макс. длина обработки при точении между центрами – 1000 мм
-
 Токарный универсальный станок SPF-1000PHПодробно
Токарный универсальный станок SPF-1000PHПодробноМаксимальная длина обрабатываемого изделия, - 1000 мм;
Максимальный диаметр обрабатываемой заготовки:
- над станиной – 460 мм;
- над суппортом – 275 мм;
Максимальный диаметр прутка, обрабатываемого в патроне – 79 мм
Максимальное сечение резца - 25х25 мм
О компании
Все о компанииООО “Интех” предоставляет услуги по металлообработке и производству изделий различной сложности на современном оборудовании, обеспечивая высокое качество за счет квалифицированного персонала.
Наша компания располагает высокотехнологичными станками и работает индивидуально с каждым клиентом, изготавливая изделия под заказ по вашим чертежам.
Мы предоставляем такие услуги как:
- Токарная обработка
- Фрезерная обработка
- Лазерная резка
- Гибка металла
- Пескоструйная обработка

Назначение и задачи
Торцовка формирует опорные и базовые плоскости деталей, задает длину, перпендикулярность к оси вращения и чистоту поверхности. От точности торца зависят соосность посадок, прижим в сборке, геометрия уплотнительных седел и корректность дальнейших операций. Ключевые параметры: плоскостность, перпендикулярность, биение относительно базового цилиндра и требуемая шероховатость.
Технология и маршрут
Маршрут выстраивают «от баз к сопряжениям». Сначала выверяют биение, стабилизируют зажим, затем торцуют черновым проходом с равномерным съемом припуска от центра к периферии или наоборот - в зависимости от материала и устойчивости стружкоотвода. После промежуточного контроля выполняют чистовой проход с постоянной подачей и минимальным радиальным биением инструмента. Если торец является измерительной или уплотнительной базой, добавляют формирование фаски, лунок под смазку и канавок под уплотнения по КД.
Оснастка и базирование
Для предсказуемой геометрии применяют мягкие кулачки «по месту», прецизионные призмы, центры и упоры, исключающие смещение заготовки при резких изменениях нагрузки. Для тонкостенных дисков используют щадящие прихваты и опорные планшайбы с распределением усилий, чтобы избежать коробления. При длинных деталях обязательна работа «между центрами» с проверкой перпендикулярности торца к оси.
Инструмент и режимы
На черновых применяют твердосплавные пластины с прочной кромкой и нейтральной геометрией; глубина резания - равномерная, без «лизания». На чистовых - мелкозернистый карбид с позитивной геометрией и малым радиусом при вершине для снижения сил резания. Подача - стабильная, без пауз; скорость - в окне устойчивости материала. Для нержавеющих и меди/бронзы используют полированные кромки и направленную смазку (эмульсия или MQL), для СЧ допустима «сухая» обработка с продувкой. Критично держать минимальный вылет державки и точно выставлять высоту резца относительно оси.
Шероховатость и точности
Для опорных торцов типичны требования до Ra1,6-0,8; плоскостность и перпендикулярность подтверждают относительно базового цилиндра. При торцовке кольцевых уплотнительных седел важна непрерывность следа без «ступенек» и рисок; для сопряжений с конусами контролируют сопряженный угол фаски и радиусы скруглений.
Стружкоотвод и тепло
Торцевая стружка склонна к закручиванию у центра. Применяют корректную геометрию стружколома, пошаговые проходы и направленную подачу СОЖ к зоне контакта. Равномерный теплоотвод предотвращает локальные «закаленные» пятна и термодрейф размера, особенно на тонких дисках и кольцах.
Контроль качества
Проверяют перпендикулярность индикатором по базовому цилиндру, плоскостность на плитах/призмах, биение по центрам, Ra переносным шерохометром. Для ответственных узлов дополнительно выполняют окрашивание контактных пятен, а в сериях - SPC с выборочным контролем критических параметров и протоколированием.
Типичные ошибки и профилактика
- Волнистость и «зеркало» от вибраций - лечатся сокращением вылета, корректной геометрией кромки, стабилизацией подачи.
- Несоосность баз при перезахватах - исключается выполнением критичных торцов в одном установе и точным базированием.
- Заусенцы на кромках - предотвращаются правильной последовательностью фасок/снятия заусенцев и острыми кромками на чистовых.
Преимущества работы с «Интех»
- Перпендикулярность подтвержденно. Выстраиваем схему базирования и режимы так, чтобы торец гарантированно был перпендикулярен оси базового цилиндра; фиксируем контрольные точки.
- Чистая опорная плоскость. Подбираем пластины и подачи под материал, обеспечиваем требуемое Ra без доводочных операций и «ступенек» на переходах.
- Минимум установок. Комбинируем торцовку с точением базовых цилиндров, фасками и канавками в одном цикле - меньше накопленных погрешностей и быстрее такт.
- Документированный контроль. Передаем протоколы измерений, карты наладки и сохраняем программы ЧПУ - повторяемость партии к партии сохранена.
- Предсказуемые сроки. Планирование загрузки оборудования и инструмента обеспечивает стабильный календарь поставок.
Этапы сотрудничества
- Анализ КД: допуски по плоскостности/перпендикулярности, зоны Ra, материал и термоистория.
- Проектирование технологии: выбор схемы зажима, инструмента, режимов и стратегии охлаждения.
- Пилотная деталь: проверка геометрии, корректировка коррекций и траекторий.
- Серийная обработка: SPC по критическим параметрам, межоперационный контроль, маркировка и упаковка с защитой кромок.
- Итоговая приемка: комплект измерительных протоколов и рекомендации по входному контролю.
Итог
Торцовка - базовый, но критичный переход, влияющий на всю сборочную геометрию. «Интех» обеспечивает перпендикулярность, плоскостность и чистоту опорных поверхностей, превращая обработку торцов в воспроизводимый и экономичный процесс - от единичных изделий до стабильной серийной поставки.
-
 Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р.
Смотреть
Выполнение нестандартных заказов: Индивидуальные решения для уникальных задач
Выполнение нестандартных заказовот 1200 р. -
Смотреть
Изготовление деталей
-
 Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий
Смотреть
Комплексная металлообработка представляет собой целый ряд процессов, направленных на изменение формы
Комплексная металлообработка и сборка изделий -
 Смотреть
Металлоизделия
Смотреть
Металлоизделия -
 Смотреть
Сварочные работы
Смотреть
Сварочные работы -
Смотреть
Слесарные работы
-
 Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ
Смотреть
Механической обработки, при котором заготовка вращается вокруг своей оси, а неподвижный режущий инструмент снимает материал для формирования цилиндрических
Токарные работы на станках с ЧПУ -
 Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы
Смотреть
Токарные работы являются основой многих производственных процессов, обеспечивая высокую точность и качество обработки металлических деталей.
Универсальные токарные и фрезерные работы -
 Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия
Смотреть
Наше конструкторское бюро предлагает услуги по разработке и изготовлению новых изделий, улучшению существующих и созданию прототипов. Мы гарантируем высокое качество и соответствие продукции стандартам.
Услуга по разработке изделия -
 Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ
Смотреть
Механическая обработка материалов с использованием вращающегося режущего инструмента — фрезы
Фрезерные работы на обрабатывающих центрах с ЧПУ